6 stappen voor succesvol hardsolderen
Een hardsoldeerverbinding kan in principe “zichzelf maken”-capillaire werking, meer dan vaardigheid van de operator, zorgt voor de verdeling van het toevoegmetaal in de verbinding.
De echte vaardigheid ligt in het ontwerp en de techniek van de verbinding, maar zelfs een goed ontworpen verbinding kan slecht uitpakken als u niet de juiste hardsoldeerprocedures volgt. Deze procedures komen neer op zes basisstappen. Hoewel ze over het algemeen eenvoudig uit te voeren zijn, mag er geen worden weggelaten.
Stap 1: Zorg voor een goede passing en de juiste speling.
Hardsolderen maakt gebruik van capillaire werking om gesmolten toevoegmetaal te verdelen tussen de oppervlakken van de basismetalen. Dus als je aan het hardsolderen bent, zorg dan voor een speling tussen de basismetalen om de capillaire werking zo effectief mogelijk te laten zijn. In bijna alle gevallen betekent dit een kleine speling. De optimale speling of voegspleet voor de meeste toevoegmetalen is 0,0015 inch, maar typische spelingen variëren van 0,001 tot 0,005 in.
In het dagelijks hardsolderen hoeft de speling niet overdreven nauwkeurig te zijn om een voldoende sterke verbinding te verkrijgen. Capillaire werking werkt over een bereik van spelingen, dus je hebt een zekere mate van speling. In de dagelijkse praktijk van de werkplaats zal een eenvoudige slippassing typisch een adequate gesoldeerde verbinding tussen twee buisvormige onderdelen opleveren. Houd er rekening mee dat over het algemeen de sterkte van de verbinding afneemt naarmate de speling toeneemt. Capillaire werking stopt rond 0.012 in. Als u twee vlakke delen verbindt, kunt u het ene boven op het andere laten rusten. Het metaal-op-metaalcontact is al de speling die u gewoonlijk nodig zult hebben, omdat de gemiddelde afwerking van metalen voldoende oppervlakteruwheid verschaft om capillaire paden voor de stroom van gesmolten toevoegmetaal te creëren. Hoog gepolijste oppervlakken daarentegen hebben de neiging om de stroom van het toevoegmetaal te beperken.
Wanneer u uw verbindingsspeling plant, bedenk dan dat gesoldeerde verbindingen worden gemaakt bij soldeertemperatuur, niet bij kamertemperatuur. Houd rekening met de thermische uitzettingscoëfficiënt van de metalen die worden verbonden, vooral bij buisvormige assemblages waarin ongelijke metalen worden verbonden.
Hoeveel ruimte u in acht moet nemen voor uitzetting en inkrimping hangt af van de aard en afmetingen van de metalen die worden verbonden en de configuratie van de verbinding. Hoewel er veel variabelen een rol spelen bij het bepalen van de exacte spelingstoleranties voor elke situatie, moet u dit principe in gedachten houden: Verschillende metalen zetten bij verhitting met verschillende snelheid uit.
Voor meer informatie over fit-up, bezoek www.lucasmilhaupt.com.
Stap 2: Reinig de metalen.
Capillaire werking werkt alleen goed met schone metalen oppervlakken. Als ze bedekt zijn met olie, vet, roest, aanslag of vuil, moet u deze verontreinigingen verwijderen, anders vormen ze een barrière tussen de oppervlakken van het basismetaal en de hardsoldeermaterialen.
Het reinigen van metalen onderdelen is zelden ingewikkeld, maar u moet het wel in de juiste volgorde doen. Olie en vet moeten eerst worden verwijderd, omdat een zure pekeloplossing, bedoeld om roest en aanslag te verwijderen, niet werkt op een vettig oppervlak. Begin met het verwijderen van olie en vet. In de meeste gevallen kan dit door de onderdelen onder te dompelen in een geschikt ontvettend oplosmiddel, door ontvetting met damp, of door alkalische of waterige reiniging. Als de metalen oppervlakken bedekt zijn met oxide of aanslag, kunt u deze verontreinigingen chemisch of mechanisch verwijderen. Voor chemische verwijdering gebruikt u een zuurbeitsbehandeling. Zorg ervoor dat de chemicaliën verenigbaar zijn met de basismetalen die worden gereinigd en dat er geen zuursporen achterblijven in spleten of blinde gaten. Mechanische verwijdering vereist schurende reiniging.
Vooral bij reparatiesolderen, waar de onderdelen erg vuil of verroest kunnen zijn, kunt u het reinigingsproces versnellen door een amaril, slijpschijf, vijl of gritstralen te gebruiken, gevolgd door een spoelbewerking. Zodra de onderdelen grondig schoon zijn, vloeimiddel en soldeer ze zo snel mogelijk om de kans op herbesmetting van oppervlakken door fabrieksstof of lichaamsoliën afgezet door het hanteren te verminderen.
Merk op dat bepaalde reinigingsmiddelen een residu achterlaten en zich in het oppervlak vastzetten, waardoor het niet meer te hardsolderen is.
Stap 3: Flux de onderdelen.
Flux is een chemische verbinding die wordt aangebracht op de verbindingsoppervlakken vóór het hardsolderen. Het gebruik ervan is, op enkele uitzonderingen na, essentieel in het atmosferische soldeerproces. Dit komt omdat het verhitten van een metaaloppervlak de vorming van oxiden versnelt, het resultaat van een chemische reactie tussen het hete metaal en zuurstof in de lucht. Als je niet voorkomt dat deze oxiden zich vormen, zullen ze het hardsoldeermetaal belemmeren in het bevochtigen en hechten aan de oppervlakken.
Een laag flux op het verbindingsoppervlak schermt de oppervlakken af van de lucht, waardoor oxidevorming wordt voorkomen. Het lost ook alle oxiden op die zich tijdens het verwarmen hebben gevormd of die tijdens het reinigingsproces niet volledig zijn verwijderd.
Je kunt flux op elke manier op de verbinding aanbrengen, zolang je de verbindingsoppervlakken maar volledig bedekt. Flux wordt gewoonlijk in een pasta gemaakt, dus is het meestal het handigst om het aan te brengen met een kwast. Maar naarmate de productie toeneemt, kan het efficiënter zijn om de flux dompelend aan te brengen: een vooraf afgemeten hoeveelheid flux met hoge viscositeit uit een pistool aanbrengen.
Typisch brengt u de flux zo mogelijk vlak voor het hardsolderen aan, zodat het zo min mogelijk tijd heeft om uit te drogen en af te schilferen of van de onderdelen te worden gestoten tijdens de verwerking. Kies een vloeimiddel dat is samengesteld voor de specifieke metalen, temperaturen en omstandigheden van uw hardsoldeertoepassing.
Stap 4: In elkaar zetten voor hardsolderen.
Als uw onderdelen zijn gereinigd en gefluxt, houdt u ze in positie voor het hardsolderen. Zorg ervoor dat ze tijdens de opwarm- en afkoelcycli in de juiste stand blijven zodat de capillaire werking zijn werk kan doen. Als de vorm en het gewicht van de delen het toelaten, is de eenvoudigste manier om ze bij elkaar te houden de zwaartekracht.
Je kunt de zwaartekracht ook helpen door extra gewicht toe te voegen, zolang je maar niet te veel toevoegt. Als U teveel gewicht toevoegt, kan het zijn dat de speling niet gehandhaafd blijft, en dat het hardsoldeer uit de verbinding wordt gedrukt. Vergeet ook niet dat het toevoegen van gewicht aan de onderdelen hun massa verhoogt, en dat zal de tijd verlengen die nodig is om de onderdelen op hardsoldeertemperatuur te brengen.
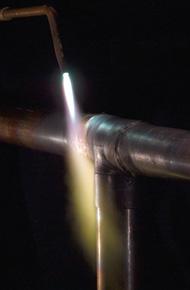
Stap 5: Hardsoldeer de assemblage.
Het eigenlijke hardsolderen omvat het verhitten van de assemblage tot hardsoldeertemperatuur en het laten vloeien van het hardsoldeer door de verbinding. Let er bij het verhitten van een verbinding tot hardsoldeertemperatuur op dat u deze niet verhit tot het smeltpunt van het basismateriaal.
Eerst het verhittingsproces: Bij hardsolderen breng je de warmte breed op de basismetalen aan. Als u een kleine assemblage hardsoldeert, kunt u de gehele assemblage verwarmen tot het vloeipunt van het hardsoldeermiddel. Als u een grote assemblage hardsoldeert, verwarm dan een breed gebied rond de verbinding. Een handtoorts wordt meestal gebruikt voor het hardsolderen van een enkele assemblage. Een verscheidenheid van brandstoffen – aardgas, acetyleen, propaan, propyleen – kan worden verbrand met zuurstof of lucht. Houd er rekening mee dat beide metalen in de assemblage zo gelijkmatig mogelijk moeten worden verhit, zodat zij gelijktijdig de hardsoldeertemperatuur bereiken. Houd de toorts te allen tijde in beweging en verhit het soldeergebied niet direct.
Om ongelijkmatige verhitting te voorkomen, moet u het vloeimiddel in de gaten houden. Als het uiterlijk gelijkmatig verandert, worden de onderdelen gelijkmatig verwarmd.
Als u de assemblage op hardsoldeertemperatuur heeft gebracht, bent u klaar om het toevoegmetaal aan te brengen. Bij handmatig hardsolderen houdt u de staaf of draad voorzichtig tegen het verbindingsoppervlak. De verwarmde assemblage zal een deel van het toevoegmetaal afsmelten, dat onmiddellijk door capillaire actie door het gehele verbindingsgebied zal worden getrokken. U kunt wat vloeimiddel toevoegen aan het uiteinde van de toevoegmetaalstaaf – ongeveer 2 tot 3 centimeter – om de stroom te verbeteren. U kunt vloeimiddel toevoegen door het erop te borstelen of door de staaf in vloeimiddel onder te dompelen. Op grotere delen die een langere opwarmtijd nodig hebben, of als het vloeimiddel verzadigd is geraakt met oxide, zal het toevoegen van nieuw vloeimiddel op het toevoegmetaal helpen de vloei en de penetratie van het toevoegmetaal in het verbindingsgebied te verbeteren.
Wees voorzichtig: Gesmolten hardsoldeermiddel heeft de neiging naar gebieden met een hogere temperatuur te vloeien. In de verwarmde assemblage kunnen de buitenste oppervlakken van het basismetaal iets heter zijn dan de binnenste verbindingsoppervlakken. Zorg ervoor dat u het hardsoldeer onmiddellijk naast de verbinding aanbrengt. Als u het weg van de verbinding aanbrengt, zal het eerder over de hete oppervlakten neerslaan dan in de verbinding vloeien. Het is ook het beste om de kant van de assemblage tegenover het punt te verwarmen waar u het vullingsmetaal aanvoert. Het toevoegmetaal zal de neiging hebben te volgen waar de hitte het meest intens is.
Stap 6: Reinig de gesoldeerde verbinding.
Na het solderen van de assemblage, reinigt u deze. Omdat de meeste soldeervloeimiddelen corrosief zijn, is schoonmaken essentieel. Het reinigen gebeurt gewoonlijk in twee stappen:
- Verwijder de vloeimiddelresten.
- Verwijder elke oxidehuid die tijdens het hardsoldeerproces is gevormd door te beitsen.
- Omdat de meeste hardsoldeerfluxen in water oplosbaar zijn, kunt u resten verwijderen door de assemblage in heet water te blussen (120 graden F of heter). Dompel het geheel onder terwijl het nog heet is, maar zorg ervoor dat het toevoegmetaal volledig gestold is voordat u het dooft. De glasachtige vloeimiddelresten zullen gewoonlijk barsten en afschilferen. Als ze een beetje hardnekkig zijn, borstel ze dan lichtjes met een staalborstel terwijl de assemblage nog in het hete water ligt.
U kunt problemen hebben met het verwijderen van vloeimiddel als u om te beginnen niet genoeg heeft gebruikt, of als u de onderdelen tijdens het hardsolderen oververhit heeft. Dan raakt de flux volledig verzadigd met oxiden, en wordt meestal groen of zwart. In dit geval moet de flux worden verwijderd met een milde zuuroplossing.
Nadat je de flux hebt verwijderd, gebruik je een beitsoplossing om alle oxiden te verwijderen die achterblijven op plaatsen die tijdens het hardsoldeerproces onbeschermd waren met flux. Over het algemeen wordt de beste beits aanbevolen door de fabrikant van de hardsoldeermaterialen die u gebruikt.
Gary DeVries is marktanalist en Creed Darling is ingenieur hardsoldeertoepassingen bij Lucas-Milhaupt Inc., 5656 S. Pennsylvania Ave., Cudahy, WI 53110, 414-769-6000, fax 414-769-1093, www.lucasmilhaupt.com.