6 Schritte zum erfolgreichen Löten
Eine Lötverbindung kann sich im Grunde „selbst herstellen“ – die Kapillarwirkung sorgt mehr als das Geschick des Anwenders dafür, dass sich das Lot in der Verbindung verteilt.
Das eigentliche Geschick liegt im Design und in der Technik der Verbindung, aber selbst eine richtig konzipierte Verbindung kann schlecht ausfallen, wenn Sie nicht die richtigen Lötverfahren befolgen. Diese Verfahren lassen sich auf sechs grundlegende Schritte reduzieren. Obwohl sie im Allgemeinen einfach auszuführen sind, sollte keiner von ihnen ausgelassen werden.
Schritt 1: Sicherstellen einer guten Passung und der richtigen Abstände.
Das Hartlöten nutzt die Kapillarwirkung, um das geschmolzene Lot zwischen den Oberflächen der Grundmetalle zu verteilen. Achten Sie also beim Hartlöten auf einen gewissen Abstand zwischen den Grundmetallen, damit die Kapillarwirkung möglichst effektiv arbeiten kann. In fast allen Fällen bedeutet dies einen geringen Abstand. Der optimale Abstand oder Fugenspalt für die meisten Zusatzwerkstoffe beträgt 0,0015 Zoll, aber typische Abstände liegen zwischen 0,001 und 0,005 Zoll.
Beim alltäglichen Hartlöten müssen die Abstände nicht übermäßig genau sein, um eine ausreichend feste Verbindung zu erhalten. Die Kapillarwirkung funktioniert über eine Reihe von Abständen, so dass Sie einen gewissen Spielraum haben. In der alltäglichen Arbeitspraxis führt eine leichte Gleitpassung in der Regel zu einer ausreichenden Lötverbindung zwischen zwei rohrförmigen Teilen. Beachten Sie, dass die Festigkeit der Verbindung im Allgemeinen mit zunehmendem Spielraum abnimmt. Die Kapillarwirkung hört bei etwa 0,012 Zoll auf. Wenn Sie zwei flache Teile verbinden, können Sie eines auf das andere legen. Der Metall-Metall-Kontakt ist das einzige Spiel, das Sie in der Regel benötigen, da die durchschnittliche Fräsoberfläche von Metallen genügend Rauheit bietet, um Kapillarwege für den Fluss des geschmolzenen Zusatzwerkstoffs zu schaffen. Hochglanzpolierte Oberflächen hingegen schränken das Fließen des Lotmetalls ein.
Bei der Planung der Fugenabstände sollten Sie bedenken, dass die Lötverbindungen bei Löttemperaturen und nicht bei Raumtemperatur hergestellt werden. Berücksichtigen Sie den Wärmeausdehnungskoeffizienten der zu verbindenden Metalle, insbesondere bei rohrförmigen Verbindungen, bei denen unterschiedliche Metalle miteinander verbunden werden.
Wie viel Spielraum Sie für Ausdehnung und Kontraktion einplanen sollten, hängt von der Art und Größe der zu verbindenden Metalle und der Konfiguration der Verbindung ab. Obwohl es viele Variablen gibt, die bei der Bestimmung der genauen Spieltoleranzen für jede Situation eine Rolle spielen, sollten Sie sich diesen Grundsatz vor Augen halten: Unterschiedliche Metalle dehnen sich bei Erwärmung unterschiedlich stark aus.
Weitere Informationen zur Passung finden Sie unter www.lucasmilhaupt.com.
Schritt 2: Reinigen Sie die Metalle.
Die Kapillarwirkung funktioniert nur bei sauberen Metalloberflächen richtig. Wenn sie mit Öl, Fett, Rost, Zunder oder Schmutz beschichtet sind, müssen diese Verunreinigungen entfernt werden, da sie sonst eine Barriere zwischen den unedlen Metalloberflächen und den Lötmaterialien bilden.
Die Reinigung von Metallteilen ist selten kompliziert, aber man muss sie in der richtigen Reihenfolge durchführen. Öl und Fett sollten zuerst entfernt werden, denn eine saure Beizlösung, die Rost und Zunder entfernen soll, wirkt nicht auf einer fettigen Oberfläche. Beginnen Sie mit der Entfernung von Öl und Fett. In den meisten Fällen können Sie dies entweder durch Eintauchen der Teile in ein geeignetes Entfettungsmittel, durch Dampfentfettung oder durch alkalische oder wässrige Reinigung erreichen. Wenn die Metalloberflächen mit Oxid oder Zunder beschichtet sind, können Sie diese Verunreinigungen chemisch oder mechanisch entfernen. Für die chemische Entfernung verwenden Sie eine saure Beize. Achten Sie darauf, dass die Chemikalien mit den zu reinigenden unedlen Metallen verträglich sind und keine Säurespuren in Ritzen oder Sacklöchern zurückbleiben. Die mechanische Entfernung erfordert eine abrasive Reinigung.
Besonders beim Reparaturlöten, wo die Teile sehr schmutzig oder stark verrostet sein können, können Sie den Reinigungsprozess beschleunigen, indem Sie ein Schmirgelleinen, eine Schleifscheibe, eine Feile oder ein Sandstrahlgerät verwenden, gefolgt von einem Spülvorgang. Sobald die Teile gründlich gereinigt sind, sollten sie so schnell wie möglich mit Flussmittel behandelt und hartgelötet werden, um die Gefahr einer erneuten Verunreinigung der Oberflächen durch Staub oder Körperöle, die sich bei der Handhabung abgesetzt haben, zu verringern.
Bei bestimmten Reinigungsmitteln ist zu beachten, dass sie Rückstände hinterlassen und sich in die Oberfläche einbetten, so dass diese nicht mehr benetzbar ist.
Schritt 3: Flussmittel auf die Teile auftragen.
Flussmittel ist eine chemische Verbindung, die vor dem Hartlöten auf die Verbindungsflächen aufgetragen wird. Seine Verwendung ist, von wenigen Ausnahmen abgesehen, beim atmosphärischen Hartlöten unerlässlich. Denn das Erhitzen einer Metalloberfläche beschleunigt die Oxidbildung, die das Ergebnis einer chemischen Reaktion zwischen dem heißen Metall und dem Sauerstoff in der Luft ist. Wenn Sie die Bildung dieser Oxide nicht verhindern, verhindern sie, dass das Lot die Oberflächen benetzt und sich mit ihnen verbindet.
Eine Flussmittelschicht auf dem Verbindungsbereich schirmt die Oberflächen von der Luft ab und verhindert die Oxidbildung. Außerdem löst und absorbiert es Oxide, die sich beim Erhitzen bilden oder beim Reinigen nicht vollständig entfernt wurden.
Sie können das Flussmittel in beliebiger Weise auf die Verbindung auftragen, solange Sie die Verbindungsflächen vollständig bedecken. Flussmittel werden üblicherweise in Form einer Paste hergestellt, so dass es am bequemsten ist, sie aufzustreichen. Bei steigenden Produktionsmengen kann es jedoch effizienter sein, das Flussmittel durch Eintauchen aufzutragen, d. h. eine vorher abgemessene Menge hochviskosen Flussmittels aus einer Auftragspistole aufzutragen.
Typischerweise trägt man das Flussmittel möglichst kurz vor dem Löten auf, damit es möglichst wenig Zeit hat, auszutrocknen und abzublättern oder bei der Handhabung von den Teilen abgeschlagen zu werden. Wählen Sie ein Flussmittel, das für die spezifischen Metalle, Temperaturen und Bedingungen Ihrer Lötanwendung geeignet ist.
Schritt 4: Zusammenbau für das Löten.
Wenn Ihre Teile gereinigt und mit Flussmittel versehen sind, halten Sie sie zum Löten in Position. Achten Sie darauf, dass sie während der Erwärmungs- und Abkühlungszyklen korrekt ausgerichtet bleiben, damit die Kapillarwirkung ihre Arbeit tun kann. Wenn die Form und das Gewicht der Teile es zulassen, werden sie am einfachsten durch die Schwerkraft zusammengehalten.
Sie können die Schwerkraft auch durch zusätzliches Gewicht unterstützen, solange Sie nicht zu viel hinzufügen. Wenn Sie zu viel Gewicht hinzufügen, kann es sein, dass die Abstände nicht eingehalten werden und dass das Lot aus dem Verbindungsbereich herausgedrückt wird. Denken Sie auch daran, dass sich durch das Hinzufügen von Gewicht die Masse der Teile erhöht, wodurch sich die Zeit verlängert, die erforderlich ist, um die Teile auf die Löttemperatur zu bringen.
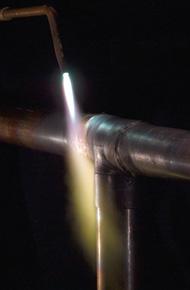
Schritt 5: Hartlöten der Baugruppe.
Das eigentliche Hartlöten besteht darin, die Baugruppe auf Löttemperatur zu erhitzen und das Lot durch die Verbindung fließen zu lassen. Achten Sie beim Erhitzen einer Baugruppe auf Löttemperatur darauf, dass Sie sie nicht bis zum Schmelzpunkt des Grundmaterials erhitzen.
Zunächst zum Erhitzungsprozess: Beim Hartlöten wird die Wärme breitflächig auf die Grundmetalle übertragen. Wenn Sie eine kleine Baugruppe löten, können Sie die gesamte Baugruppe bis zum Fließpunkt des Hartlotes erhitzen. Wenn Sie eine große Baugruppe löten, erhitzen Sie einen breiten Bereich um die Verbindung herum. Für das Löten einer einzelnen Baugruppe wird meist ein Handbrenner verwendet. Eine Vielzahl von Brennstoffen – Erdgas, Acetylen, Propan, Propylen – kann entweder mit Sauerstoff oder Luft verbrannt werden. Denken Sie daran, dass beide Metalle in der Baugruppe so gleichmäßig wie möglich erhitzt werden sollten, damit sie gleichzeitig die Löttemperatur erreichen. Halten Sie den Brenner immer in Bewegung und erhitzen Sie die Lötstelle nicht direkt.
Um eine ungleichmäßige Erwärmung zu vermeiden, beobachten Sie das Flussmittel. Wenn sich sein Aussehen gleichmäßig verändert, werden die Teile gleichmäßig erhitzt.
Wenn Sie die Baugruppe auf Löttemperatur erhitzt haben, können Sie das Lot auftragen. Beim manuellen Hartlöten halten Sie den Stab oder Draht vorsichtig an die Verbindungsstelle. Die erhitzte Baugruppe schmilzt einen Teil des Hartmetalls ab, das sofort durch Kapillarwirkung in den gesamten Verbindungsbereich gezogen wird. Möglicherweise möchten Sie dem Ende des Schweißdrahtes etwas Flussmittel hinzufügen – etwa 2 bis 3 Zoll – um den Fluss zu verbessern. Sie können das Flussmittel entweder mit einem Pinsel auftragen oder den Stab in das Flussmittel tauchen. Bei größeren Teilen, die eine längere Erhitzungszeit benötigen, oder wenn das Flussmittel mit Oxid gesättigt ist, hilft das Auftragen von frischem Flussmittel auf das Lot, den Fluss und das Eindringen des Lotes in den Verbindungsbereich zu verbessern.
Achtung: Geschmolzenes Lot neigt dazu, in Bereiche mit höherer Temperatur zu fließen. In der erwärmten Baugruppe können die äußeren Grundmetallflächen etwas heißer sein als die inneren Verbindungsflächen. Achten Sie darauf, dass Sie das Lot unmittelbar neben der Verbindungsstelle auftragen. Wenn Sie ihn außerhalb der Fuge auftragen, neigt er dazu, sich über die heißen Oberflächen zu legen, anstatt in die Fuge zu fließen. Es ist auch am besten, die Seite der Baugruppe zu erwärmen, die der Stelle gegenüberliegt, an der Sie den Schweißzusatz auftragen. Das Lot hat die Tendenz, dorthin zu folgen, wo die Hitze am stärksten ist.
Schritt 6: Reinigen Sie die Lötstelle.
Nach dem Löten müssen Sie die Baugruppe reinigen. Da die meisten Hartlötflussmittel korrosiv sind, ist eine Reinigung unerlässlich. Die Reinigung erfolgt in der Regel in zwei Schritten:
- Entfernen Sie die Flussmittelrückstände.
- Entfernen Sie die während des Lötvorgangs gebildeten Oxidrückstände durch Beizen.
Da die meisten Flussmittel wasserlöslich sind, können Sie Rückstände entfernen, indem Sie die Baugruppe in heißem Wasser (120 Grad F oder heißer) abschrecken. Tauchen Sie die Baugruppe ein, solange sie noch heiß ist, aber achten Sie darauf, dass das Lot vor dem Abschrecken vollständig erstarrt ist. Die glasartigen Flussmittelrückstände brechen in der Regel auf und platzen ab. Wenn sie etwas hartnäckig sind, bürsten Sie sie leicht mit einer Drahtbürste ab, während die Baugruppe noch im heißen Wasser liegt.
Sie können Probleme haben, das Flussmittel zu entfernen, wenn Sie anfangs nicht genug verwendet haben oder wenn Sie die Teile während des Lötens überhitzt haben. Dann wird das Flussmittel vollständig mit Oxiden gesättigt und färbt sich normalerweise grün oder schwarz. In diesem Fall muss das Flussmittel mit einer milden Säurelösung entfernt werden.
Nachdem Sie das Flussmittel entfernt haben, verwenden Sie eine Beizlösung, um alle Oxide zu entfernen, die auf den Bereichen verbleiben, die während des Lötvorgangs nicht durch Flussmittel geschützt waren. Im Allgemeinen wird die beste Beize vom Hersteller der verwendeten Lötmaterialien empfohlen.
Gary DeVries ist Marktanalytiker und Creed Darling ist Lötanwendungsingenieur bei Lucas-Milhaupt Inc., 5656 S. Pennsylvania Ave., Cudahy, WI 53110, 414-769-6000, Fax 414-769-1093, www.lucasmilhaupt.com.