6 pasos para el éxito de la soldadura fuerte
Una unión soldada básicamente puede «hacerse a sí misma»-la acción capilar, más que la habilidad del operario, asegura la distribución del metal de aportación en la unión.
La verdadera habilidad reside en el diseño y la ingeniería de la unión, pero incluso una unión bien diseñada puede salir mal si no se siguen los procedimientos adecuados de soldadura fuerte. Estos procedimientos se reducen a seis pasos básicos. Aunque generalmente son sencillos de llevar a cabo, no debe omitirse ninguno.
Paso 1: Asegurar un buen ajuste y unas holguras adecuadas.
La soldadura fuerte utiliza la acción capilar para distribuir el metal de aportación fundido entre las superficies de los metales base. Por lo tanto, al soldar, mantenga un espacio libre entre los metales base para permitir que la acción capilar funcione con mayor eficacia. En casi todos los casos, esto significa una separación estrecha. La holgura óptima o espacio de unión para la mayoría de los metales de aportación es de 0,0015 pulgadas, pero las holguras típicas oscilan entre 0,001 y 0,005 pulgadas.
En la soldadura fuerte cotidiana, las holguras no tienen que ser demasiado precisas para obtener una unión suficientemente fuerte. La acción capilar opera en un rango de holguras, por lo que se tiene un cierto margen de maniobra. En la práctica diaria del taller, un ajuste fácil por deslizamiento suele producir una unión soldada adecuada entre dos piezas tubulares. Tenga en cuenta que, por lo general, a medida que aumenta la holgura, disminuye la resistencia de la unión. La acción capilar se detiene alrededor de 0,012 pulg. Si está uniendo dos piezas planas, puede apoyar una sobre la otra. El contacto entre metales es toda la holgura que suele necesitar, ya que el acabado medio de los metales proporciona suficiente rugosidad superficial para crear caminos capilares para el flujo del metal de aportación fundido. Por el contrario, las superficies muy pulidas tienden a restringir el flujo del metal de aportación.
Cuando planifique las holguras de las uniones, recuerde que las uniones soldadas se realizan a temperaturas de soldadura, no a temperatura ambiente. Tenga en cuenta el coeficiente de dilatación térmica de los metales que se van a unir, especialmente en el caso de los conjuntos tubulares en los que se unen metales distintos.
El margen que debe dejar para la dilatación y la contracción depende de la naturaleza y los tamaños de los metales que se van a unir y de la configuración de la unión. Aunque son muchas las variables que intervienen en la determinación de las tolerancias exactas de holgura para cada situación, tenga en cuenta este principio: Los diferentes metales se expanden a diferentes velocidades cuando se calientan.
Para obtener más información sobre el ajuste, visite www.lucasmilhaupt.com.
Paso 2: limpiar los metales.
La acción capilar sólo funciona correctamente con superficies metálicas limpias. Si están recubiertas de aceite, grasa, óxido, cascarilla o suciedad, debe eliminar estos contaminantes o formarán una barrera entre las superficies del metal base y los materiales de soldadura fuerte.
La limpieza de las piezas metálicas rara vez es complicada, pero hay que hacerla en la secuencia correcta. Primero hay que eliminar el aceite y la grasa, porque una solución ácida de decapado destinada a eliminar el óxido y la cal no funcionará en una superficie grasienta. Empiece por eliminar el aceite y la grasa. En la mayoría de los casos, puede hacerlo sumergiendo las piezas en un disolvente desengrasante adecuado, desengrasando con vapor o mediante una limpieza alcalina o acuosa. Si las superficies metálicas están recubiertas de óxido o cascarilla, puede eliminar estos contaminantes química o mecánicamente. Para la eliminación química, utilice un tratamiento de decapado ácido. Asegúrese de que los productos químicos son compatibles con los metales base que se están limpiando y de que no quedan restos de ácido en las grietas o agujeros ciegos. La eliminación mecánica requiere una limpieza abrasiva.
Particularmente en la soldadura fuerte de reparación, donde las piezas pueden estar muy sucias o muy oxidadas, puede acelerar el proceso de limpieza utilizando un paño de esmeril, una muela, o una lima o un chorro de arena, seguido de una operación de enjuague. Una vez que las piezas estén completamente limpias, fluxarlas y soldarlas lo antes posible para reducir la posibilidad de recontaminación de las superficies por el polvo de la fábrica o los aceites corporales depositados por la manipulación.
Tenga en cuenta que ciertos medios de limpieza dejarán un residuo y se incrustarán en la superficie, haciéndola imposible de humedecer.
Paso 3: Fluxar las piezas.
El flux es un compuesto químico que se aplica a las superficies de la unión antes de la soldadura fuerte. Su uso, salvo algunas excepciones, es esencial en el proceso de soldadura fuerte atmosférica. Esto se debe a que el calentamiento de una superficie metálica acelera la formación de óxido, resultado de una reacción química entre el metal caliente y el oxígeno del aire. Si no se evita la formación de estos óxidos, impedirán que el metal de aportación de la soldadura fuerte se humedezca y se adhiera a las superficies.
Una capa de fundente en la zona de unión protege las superficies del aire, evitando la formación de óxido. También disuelve y absorbe cualquier óxido que se forme durante el calentamiento o que no se haya eliminado por completo en el proceso de limpieza.
Se puede aplicar fundente de cualquier forma en la unión siempre que se cubran las superficies de la misma por completo. El fundente se fabrica convencionalmente en forma de pasta, por lo que suele ser más conveniente aplicarlo con brocha. Pero a medida que aumentan las cantidades de producción, puede ser más eficaz aplicar el fundente por inmersión: dispensar un depósito previamente medido de fundente de alta viscosidad desde una pistola aplicadora.
Típicamente, se aplica el fundente justo antes de la soldadura fuerte, si es posible, para que tenga el menor tiempo posible para secarse y descascararse o desprenderse de las piezas al manipularlas. Elija un fundente formulado para los metales, las temperaturas y las condiciones específicas de su aplicación de soldadura fuerte.
Paso 4: Ensamblar para la soldadura fuerte.
Una vez que sus piezas estén limpias y fundidas, manténgalas en posición para la soldadura fuerte. Asegúrese de que permanecen en la alineación correcta durante los ciclos de calentamiento y enfriamiento para que la acción capilar pueda hacer su trabajo. Si la forma y el peso de las piezas lo permiten, la forma más sencilla de mantenerlas unidas es por gravedad.
También puede ayudar a la gravedad añadiendo peso adicional siempre que no añada demasiado. Si añade demasiado peso, es posible que no se mantengan las holguras y que el metal de aportación de la soldadura fuerte se vea forzado a salir de la zona de unión. Recuerde también que añadir peso a las piezas aumenta su masa, y eso aumentará el tiempo necesario para elevar las piezas a la temperatura de soldadura fuerte.
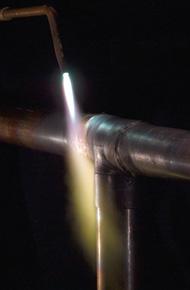
Paso 5: Soldar el ensamblaje.
La soldadura real implica calentar el ensamblaje a la temperatura de soldadura fuerte y hacer fluir el metal de aportación a través de la unión. Asegúrese de que al calentar un ensamblaje a la temperatura de soldadura fuerte no lo calienta hasta el punto de fusión de los materiales base.
Primero, el proceso de calentamiento: En la soldadura fuerte, aplique el calor ampliamente a los metales base. Si está soldando un ensamblaje pequeño, puede calentar todo el ensamblaje hasta el punto de fluidez del metal de aportación para soldadura fuerte. Si está soldando un conjunto grande, caliente una zona amplia alrededor de la unión. Lo más habitual es utilizar un soplete manual para soldar un solo conjunto. Una variedad de combustibles -gas natural, acetileno, propano, propileno- pueden ser quemados con oxígeno o aire. Tenga en cuenta que los dos metales del conjunto deben calentarse lo más uniformemente posible para que alcancen la temperatura de soldadura al mismo tiempo. Mantenga el soplete en movimiento en todo momento y no caliente la zona de soldadura directamente.
Para evitar un calentamiento desigual, observe el fundente. Si su aspecto cambia uniformemente, las piezas se están calentando de manera uniforme.
Una vez que haya calentado el conjunto hasta la temperatura de soldadura fuerte, estará listo para depositar el metal de aportación. En la soldadura fuerte manual, sujete con cuidado la varilla o el alambre contra la zona de unión. El conjunto calentado fundirá una parte del metal de aportación, que será arrastrado instantáneamente por acción capilar por toda la zona de la unión. Puede añadir un poco de fundente en el extremo de la varilla de metal de aportación -unos 5 ó 6 centímetros- para mejorar el flujo. Puede añadir fundente con un cepillo o sumergiendo la varilla en fundente. En las piezas más grandes que requieren un mayor tiempo de calentamiento, o si el fundente se ha saturado de óxido, añadir fundente fresco en el metal de aportación ayudará a mejorar el flujo y la penetración del metal de aportación en la zona de la junta.
Tenga cuidado: el metal de aportación fundido para soldadura fuerte tiende a fluir hacia las zonas de mayor temperatura. En el conjunto calentado, las superficies exteriores del metal base pueden estar ligeramente más calientes que las superficies interiores de la unión. Tenga cuidado de depositar el metal de aportación inmediatamente adyacente a la unión. Si lo deposita lejos de la junta, tenderá a chapar sobre las superficies calientes en lugar de fluir hacia la junta. También es mejor calentar el lado del ensamblaje opuesto al punto en el que se está introduciendo el metal de relleno. El metal de aportación tenderá a seguir donde el calor sea más intenso.
Paso 6: Limpiar la unión soldada.
Después de soldar el conjunto, límpielo. Dado que la mayoría de los fundentes para soldadura fuerte son corrosivos, la limpieza es esencial. La limpieza suele ser una operación de dos pasos:
- Eliminar los residuos de fundente.
- Eliminar cualquier incrustación de óxido formada durante el proceso de soldadura fuerte mediante decapado.
Debido a que la mayoría de los fundentes de soldadura fuerte son solubles en agua, puede eliminar los residuos enfriando el conjunto en agua caliente (120 grados F o más). Sumerja el conjunto mientras esté caliente, pero asegúrese de que el metal de aportación se haya solidificado completamente antes de apagarlo. Los residuos de fundente en forma de vidrio suelen agrietarse y desprenderse. Si son un poco rebeldes, cepíllelos ligeramente con un cepillo de alambre mientras el conjunto está todavía en el agua caliente.
Puede tener problemas para eliminar el fundente si no ha utilizado suficiente para empezar, o si ha sobrecalentado las piezas durante la soldadura fuerte. Entonces el fundente se satura totalmente de óxidos, y suele volverse verde o negro. En este caso, hay que eliminar el fundente con una solución ácida suave.
Después de deshacerse del fundente, utilice una solución de decapado para eliminar los óxidos que queden en las zonas que no fueron protegidas por el fundente durante el proceso de soldadura. Generalmente, el mejor decapante a utilizar será el recomendado por el fabricante de los materiales de soldadura fuerte que esté utilizando.
Gary DeVries es analista de mercado y Creed Darling es ingeniero de aplicaciones de soldadura fuerte para Lucas-Milhaupt Inc., 5656 S. Pennsylvania Ave., Cudahy, WI 53110, 414-769-6000, fax 414-769-1093, www.lucasmilhaupt.com.