6 étapes pour un brasage réussi
Un joint brasé peut fondamentalement » se faire tout seul » – l’action capillaire, plus que l’habileté de l’opérateur, assure la distribution du métal d’apport dans le joint.
La véritable habileté réside dans la conception et l’ingénierie du joint, mais même un joint correctement conçu peut mal tourner si vous ne suivez pas les procédures de brasage appropriées. Ces procédures se résument à six étapes de base. Bien qu’elles soient généralement simples à réaliser, aucune ne doit être omise.
Etape 1 : Assurer un bon ajustement et des dégagements appropriés.
Le brasage utilise l’action capillaire pour distribuer le métal d’apport fondu entre les surfaces des métaux de base. Ainsi, lorsque vous effectuez un brasage, maintenez un dégagement entre les métaux de base pour permettre à l’action capillaire de fonctionner le plus efficacement possible. Dans presque tous les cas, cela signifie un jeu étroit. Le dégagement ou l’espace de joint optimal pour la plupart des métaux d’apport est de 0,0015 pouce, mais les dégagements typiques varient de 0,001 à 0,005 pouce.
Dans le brasage quotidien, les dégagements n’ont pas besoin d’être trop précis pour obtenir un joint suffisamment solide. L’action capillaire fonctionne sur une gamme de jeux, vous avez donc une certaine marge de manœuvre. Dans la pratique quotidienne de l’atelier, un ajustement glissant facile permet généralement d’obtenir un joint brasé adéquat entre deux pièces tubulaires. N’oubliez pas qu’en général, plus le jeu augmente, plus la résistance du joint diminue. L’action capillaire s’arrête autour de 0,012 in. Si vous joignez deux pièces plates, vous pouvez les poser l’une sur l’autre. Le contact métal sur métal est le seul jeu dont vous aurez généralement besoin, car la finition moyenne des métaux par fraisage offre une rugosité de surface suffisante pour créer des chemins capillaires pour l’écoulement du métal d’apport fondu. Les surfaces très polies, en revanche, ont tendance à limiter l’écoulement du métal d’apport.
Lorsque vous planifiez les jeux de vos joints, n’oubliez pas que les joints brasés sont réalisés à des températures de brasage, et non à température ambiante. Tenez compte du coefficient de dilatation thermique des métaux assemblés, en particulier pour les assemblages tubulaires dans lesquels des métaux dissemblables sont assemblés.
La marge que vous devez prévoir pour la dilatation et la contraction dépend de la nature et des dimensions des métaux assemblés et de la configuration du joint. Bien que de nombreuses variables interviennent pour déterminer avec précision les tolérances de jeu pour chaque situation, gardez à l’esprit ce principe : Les différents métaux se dilatent à des vitesses différentes lorsqu’ils sont chauffés.
Pour plus d’informations sur l’ajustement, visitez le site www.lucasmilhaupt.com.
Etape 2 : Nettoyer les métaux.
L’action capillaire ne fonctionne correctement qu’avec des surfaces métalliques propres. Si elles sont recouvertes d’huile, de graisse, de rouille, de calamine ou de saleté, vous devez éliminer ces contaminants, sinon ils formeront une barrière entre les surfaces métalliques de base et les matériaux de brasage.
Le nettoyage des pièces métalliques est rarement compliqué, mais vous devez le faire dans la bonne séquence. L’huile et la graisse doivent être éliminées en premier, car une solution de cornichon acide visant à éliminer la rouille et la calamine ne fonctionnera pas sur une surface grasse. Commencez par éliminer l’huile et la graisse. Dans la plupart des cas, vous pouvez le faire soit en plongeant les pièces dans un solvant de dégraissage approprié, soit par dégraissage à la vapeur, soit par un nettoyage alcalin ou aqueux. Si les surfaces métalliques sont recouvertes d’oxyde ou de calamine, vous pouvez éliminer ces contaminants chimiquement ou mécaniquement. Pour l’élimination chimique, utilisez un traitement de décapage acide. Assurez-vous que les produits chimiques sont compatibles avec les métaux de base à nettoyer et qu’il ne reste aucune trace d’acide dans les crevasses ou les trous borgnes. L’élimination mécanique appelle un nettoyage abrasif.
Particulièrement dans le brasage de réparation, où les pièces peuvent être très sales ou fortement rouillées, vous pouvez accélérer le processus de nettoyage en utilisant une toile émeri, une meule ou une lime ou un sablage, suivi d’une opération de rinçage. Une fois que les pièces sont parfaitement propres, fluxez et brasez-les dès que possible afin de réduire les risques de recontamination des surfaces par la poussière d’usine ou les huiles corporelles déposées lors de la manipulation.
Notez que certains produits de nettoyage laissent un résidu et s’incrustent dans la surface, la rendant non mouillable.
Étape 3 : Fluxer les pièces.
Le fluxage est un composé chimique appliqué sur les surfaces des joints avant le brasage. Son utilisation, à quelques exceptions près, est essentielle dans le processus de brasage atmosphérique. En effet, le chauffage d’une surface métallique accélère la formation d’oxydes, résultat d’une réaction chimique entre le métal chaud et l’oxygène de l’air. Si vous n’empêchez pas ces oxydes de se former, ils empêcheront le métal d’apport de mouiller et de se lier aux surfaces.
Une couche de flux sur la zone du joint protège les surfaces de l’air, empêchant la formation d’oxydes. Il dissout et absorbe également les oxydes qui se forment pendant le chauffage ou qui n’ont pas été complètement éliminés lors du processus de nettoyage.
Vous pouvez appliquer le flux de n’importe quelle manière sur le joint, tant que vous recouvrez complètement les surfaces du joint. Le flux est conventionnellement fabriqué sous forme de pâte, il est donc généralement plus pratique de l’appliquer au pinceau. Mais à mesure que les quantités produites augmentent, il peut être plus efficace d’appliquer le flux par trempage : distribuer un dépôt prémesuré de flux à haute viscosité à partir d’un pistolet applicateur.
Typiquement, vous appliquez le flux juste avant le brasage si possible afin qu’il ait le moins de temps possible pour sécher et s’écailler ou se détacher des pièces lors de la manipulation. Choisissez un flux formulé pour les métaux, les températures et les conditions spécifiques de votre application de brasage.
Etape 4 : Assemblage pour le brasage.
Une fois vos pièces nettoyées et fluxées, maintenez-les en position pour le brasage. Veillez à ce qu’elles restent correctement alignées pendant les cycles de chauffage et de refroidissement afin que l’action capillaire puisse faire son travail. Si la forme et le poids des pièces le permettent, la façon la plus simple de les maintenir ensemble est la gravité.
Vous pouvez également aider la gravité en ajoutant du poids supplémentaire, tant que vous n’en ajoutez pas trop. Si vous ajoutez trop de poids, vos jeux peuvent ne pas être maintenus et le métal d’apport de brasage peut être forcé hors de la zone de joint. Rappelez-vous également que l’ajout de poids aux pièces augmente leur masse, ce qui augmentera le temps nécessaire pour porter les pièces à la température de brasage.
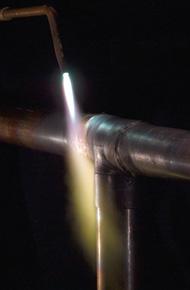
Etape 5 : Braser l’assemblage.
Le brasage proprement dit consiste à chauffer l’assemblage à la température de brasage et à faire couler le métal d’apport dans le joint. Assurez-vous, lorsque vous chauffez un assemblage à la température de brasage, de ne pas le chauffer au point de fusion des matériaux de base.
D’abord, le processus de chauffage : Dans le brasage, appliquez largement la chaleur sur les métaux de base. Si vous brasez un petit assemblage, vous pouvez chauffer l’ensemble de l’assemblage jusqu’au point d’écoulement du métal d’apport de brasage. Si vous brasez un grand assemblage, chauffez une large zone autour du joint. Un chalumeau manuel est le plus souvent utilisé pour le brasage d’un seul assemblage. Divers combustibles – gaz naturel, acétylène, propane, propylène – peuvent être brûlés avec de l’oxygène ou de l’air. N’oubliez pas que les deux métaux de l’assemblage doivent être chauffés aussi uniformément que possible afin qu’ils atteignent la température de brasage en même temps. Gardez le chalumeau en mouvement à tout moment, et ne chauffez pas directement la zone de brasage.
Pour éviter un chauffage inégal, surveillez le flux. Si son aspect change uniformément, les pièces sont chauffées de façon homogène.
Une fois que vous avez chauffé l’assemblage à la température de brasage, vous êtes prêt à déposer le métal d’apport. Dans le cas du brasage manuel, maintenez soigneusement la tige ou le fil contre la zone du joint. L’assemblage chauffé fera fondre une partie du métal d’apport, qui sera instantanément aspiré par capillarité dans toute la zone du joint. Vous pouvez ajouter un peu de flux à l’extrémité de la tige de métal d’apport – environ 2 à 3 pouces – pour améliorer l’écoulement. Vous pouvez ajouter du flux en l’appliquant au pinceau ou en trempant la tige dans le flux. Sur les pièces plus grandes qui nécessitent un temps de chauffage plus long, ou si le flux est devenu saturé d’oxyde, l’ajout de flux frais sur le métal d’apport aidera à améliorer l’écoulement et la pénétration du métal d’apport dans la zone du joint.
Attention : le métal d’apport de brasage en fusion a tendance à s’écouler vers les zones de température plus élevée. Dans l’assemblage chauffé, les surfaces extérieures du métal de base peuvent être légèrement plus chaudes que les surfaces intérieures du joint. Veillez à déposer le métal d’apport à proximité immédiate du joint. Si vous le déposez loin du joint, il aura tendance à se plaquer sur les surfaces chaudes plutôt que de couler dans le joint. Il est également préférable de chauffer le côté de l’assemblage opposé au point où vous déposez le métal d’apport. Le métal d’apport aura tendance à suivre là où la chaleur est la plus intense.
Étape 6 : Nettoyer le joint brasé.
Après avoir brasé l’assemblage, nettoyez-le. Comme la plupart des flux de brasage sont corrosifs, le nettoyage est essentiel. Le nettoyage est généralement une opération en deux étapes :
- Enlever les résidus de flux.
- Enlever toute calamine d’oxyde formée pendant le processus de brasage par décapage.
Parce que la plupart des flux de brasage sont solubles dans l’eau, vous pouvez enlever les résidus en trempant l’assemblage dans l’eau chaude (120 degrés F ou plus chaud). Immergez l’assemblage pendant qu’il est encore chaud, mais assurez-vous que le métal d’apport s’est complètement solidifié avant de le tremper. Les résidus de flux vitreux vont généralement se fissurer et s’écailler. S’ils sont un peu tenaces, brossez-les légèrement avec une brosse métallique pendant que l’assemblage est encore dans l’eau chaude.
Vous pouvez avoir du mal à éliminer le flux si vous n’en avez pas utilisé suffisamment au départ, ou si vous avez surchauffé les pièces pendant le brasage. Le flux devient alors totalement saturé d’oxydes, devenant généralement vert ou noir. Dans ce cas, le flux doit être éliminé par une solution acide douce.
Après vous être débarrassé du flux, utilisez une solution de décapage pour éliminer les oxydes qui restent sur les zones non protégées par le flux pendant le brasage. Généralement, le meilleur décapage à utiliser sera recommandé par le fabricant des matériaux de brasage que vous utilisez.
Gary DeVries est analyste de marché et Creed Darling est ingénieur en applications de brasage pour Lucas-Milhaupt Inc, 5656 S. Pennsylvania Ave., Cudahy, WI 53110, 414-769-6000, fax 414-769-1093, www.lucasmilhaupt.com.
.