6 passi per una brasatura di successo
Un giunto brasato fondamentalmente può “farsi da solo” – l’azione capillare, più che l’abilità dell’operatore, assicura la distribuzione del metallo d’apporto nel giunto.
La vera abilità sta nel design e nella progettazione del giunto, ma anche un giunto progettato correttamente può andare male se non si seguono procedure di brasatura adeguate. Queste procedure si riducono a sei passi fondamentali. Anche se sono generalmente semplici da eseguire, nessuno dovrebbe essere omesso.
Passo 1: Assicurare una buona tenuta e distanze adeguate.
La brasatura utilizza l’azione capillare per distribuire il metallo d’apporto fuso tra le superfici dei metalli di base. Quindi, quando brasate, mantenete uno spazio tra i metalli di base per permettere all’azione capillare di lavorare nel modo più efficace. In quasi tutti i casi, questo significa una distanza ravvicinata. La distanza ottimale o il gap del giunto per la maggior parte dei metalli d’apporto è di 0,0015 pollici, ma le distanze tipiche vanno da 0,001 a 0,005 pollici.
Nella brasatura quotidiana, le distanze non devono essere troppo precise per ottenere un giunto sufficientemente forte. L’azione capillare opera su una gamma di distanze, quindi si ha un certo margine di manovra. Nella pratica quotidiana in negozio, un facile accoppiamento a slittamento in genere produrrà un adeguato giunto brasato tra due parti tubolari. Tenete presente che generalmente, all’aumentare della distanza, la resistenza del giunto diminuisce. L’azione capillare si ferma intorno a 0,012 pollici. Se state unendo due parti piatte, potete appoggiarne una sull’altra. Il contatto metallo-metallo è tutto il gioco di cui avrete solitamente bisogno, perché la finitura media dei metalli fornisce abbastanza rugosità superficiale da creare percorsi capillari per il flusso del metallo d’apporto fuso. Le superfici altamente lucidate, d’altra parte, tendono a limitare il flusso del metallo d’apporto.
Quando pianifichi le distanze del tuo giunto, ricorda che i giunti brasati sono fatti a temperature di brasatura, non a temperatura ambiente. Prendete in considerazione il coefficiente di espansione termica dei metalli che vengono uniti, in particolare con gli assemblaggi tubolari in cui vengono uniti metalli dissimili.
Quanto margine dovreste fare per l’espansione e la contrazione dipende dalla natura e dalle dimensioni dei metalli che vengono uniti e dalla configurazione del giunto. Anche se molte variabili sono coinvolte nell’individuare le tolleranze di gioco esatte per ogni situazione, tenete a mente questo principio: Metalli diversi si espandono a tassi diversi quando vengono riscaldati.
Per maggiori informazioni sul montaggio, visitate www.lucasmilhaupt.com.
Step 2: Pulire i metalli.
L’azione capillare funziona correttamente solo con superfici metalliche pulite. Se sono ricoperte di olio, grasso, ruggine, calcare o sporcizia, è necessario rimuovere questi contaminanti o formeranno una barriera tra le superfici metalliche di base e i materiali di brasatura.
Pulire le parti metalliche raramente è complicato, ma bisogna farlo nella giusta sequenza. L’olio e il grasso devono essere rimossi per primi, perché una soluzione acida sottaceto mirata a rimuovere la ruggine e le incrostazioni non funzionerà su una superficie grassa. Cominciate a sbarazzarvi dell’olio e del grasso. Nella maggior parte dei casi è possibile farlo immergendo le parti in un solvente sgrassante adatto, sgrassando a vapore, o con una pulizia alcalina o acquosa. Se le superfici metalliche sono rivestite di ossido o incrostazioni, è possibile rimuovere questi contaminanti chimicamente o meccanicamente. Per la rimozione chimica, usate un trattamento acido di decapaggio. Assicuratevi che i prodotti chimici siano compatibili con i metalli di base da pulire e che non rimangano tracce di acido nelle fessure o nei fori ciechi. La rimozione meccanica richiede una pulizia abrasiva.
Particolarmente nella brasatura di riparazione, dove le parti possono essere molto sporche o fortemente arrugginite, si può accelerare il processo di pulizia usando un panno smerigliato, una mola, una lima o una sabbiatura, seguita da un’operazione di risciacquo. Una volta che le parti sono completamente pulite, disossidare e brasare il più presto possibile per ridurre la possibilità di ricontaminazione delle superfici da polvere di fabbrica o oli per il corpo depositati attraverso la manipolazione.
Nota che alcuni mezzi di pulizia lasciano un residuo e si incorporano nella superficie, rendendola indistruttibile.
Fase 3: Disossidare le parti.
Il disossidante è un composto chimico applicato alle superfici del giunto prima della brasatura. Il suo uso, con poche eccezioni, è essenziale nel processo di brasatura atmosferica. Questo perché il riscaldamento di una superficie metallica accelera la formazione di ossido, il risultato di una reazione chimica tra il metallo caldo e l’ossigeno dell’aria. Se non si previene la formazione di questi ossidi, essi inibiscono il metallo d’apporto per la brasatura dal bagnare e dal legare le superfici.
Un rivestimento di disossidante sull’area del giunto protegge le superfici dall’aria, prevenendo la formazione di ossido. Inoltre dissolve e assorbe gli ossidi che si formano durante il riscaldamento o che non sono stati rimossi completamente nel processo di pulizia.
È possibile applicare il fondente in qualsiasi modo al giunto, purché si coprano completamente le superfici del giunto. Il flussante è convenzionalmente fatto in una pasta, quindi di solito è più conveniente spennellarlo. Ma con l’aumentare delle quantità di produzione, può essere più efficiente applicare il disossidante per immersione: erogando un deposito pre-misurato di disossidante ad alta viscosità da una pistola applicatrice.
In genere, si applica il disossidante appena prima della brasatura, se possibile, in modo che abbia il minor tempo possibile per asciugarsi e sfaldarsi o essere sbalzato via dalle parti durante la manipolazione. Scegliete un disossidante formulato per i metalli specifici, le temperature e le condizioni della vostra applicazione di brasatura.
Fase 4: Assemblare per la brasatura.
Una volta che le parti sono pulite e disossidate, tenerle in posizione per la brasatura. Assicuratevi che rimangano in allineamento corretto durante i cicli di riscaldamento e raffreddamento in modo che l’azione capillare possa fare il suo lavoro. Se la forma e il peso delle parti lo permettono, il modo più semplice per tenerle insieme è la gravità.
È anche possibile aiutare la gravità aggiungendo del peso extra, purché non se ne aggiunga troppo. Se si aggiunge troppo peso, le distanze potrebbero non essere mantenute e il metallo d’apporto per la brasatura potrebbe essere forzato fuori dalla zona del giunto. Ricordate anche che l’aggiunta di peso alle parti aumenta la loro massa, e questo aumenterà il tempo necessario per portare le parti alla temperatura di brasatura.
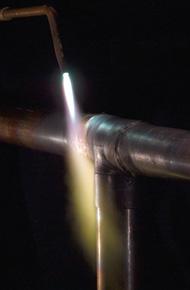
Fase 5: Brasare il gruppo.
La brasatura vera e propria comporta il riscaldamento del gruppo alla temperatura di brasatura e il flusso del metallo d’apporto attraverso il giunto. Assicuratevi, quando riscaldate un assemblaggio alla temperatura di brasatura, di non riscaldarlo fino al punto di fusione dei materiali di base.
Primo, il processo di riscaldamento: Nella brasatura, applicate il calore in modo ampio ai metalli di base. Se state brasando un piccolo gruppo, potete riscaldare l’intero gruppo fino al punto di fusione del metallo d’apporto per la brasatura. Se stai brasando un grande assemblaggio, riscalda un’ampia area intorno al giunto. Un cannello manuale viene usato più comunemente per brasare un singolo assemblaggio. Una varietà di combustibili – gas naturale, acetilene, propano, propilene – possono essere bruciati con ossigeno o aria. Tenete a mente che entrambi i metalli nell’assemblaggio dovrebbero essere riscaldati il più uniformemente possibile in modo che raggiungano la temperatura di brasatura allo stesso tempo. Tenere la torcia sempre in movimento e non riscaldare direttamente la zona di brasatura.
Per evitare un riscaldamento non uniforme, osservare il flusso. Se il suo aspetto cambia uniformemente, le parti vengono riscaldate in modo uniforme.
Una volta che avete riscaldato l’insieme alla temperatura di brasatura, siete pronti a depositare il metallo d’apporto. Nella brasatura manuale, tenere attentamente la bacchetta o il filo contro l’area del giunto. L’assemblaggio riscaldato fonderà una parte del metallo d’apporto, che sarà disegnato istantaneamente per azione capillare in tutta l’area del giunto. Si potrebbe voler aggiungere un po’ di fondente alla fine dell’asta di metallo d’apporto – circa 2 o 3 pollici – per migliorare il flusso. Si può aggiungere il flussante spennellandolo o immergendo l’asta nel flussante. Su parti più grandi che richiedono un tempo di riscaldamento più lungo, o se il disossidante è diventato saturo di ossido, l’aggiunta di disossidante fresco sul metallo d’apporto aiuterà a migliorare il flusso e la penetrazione del metallo d’apporto nell’area del giunto.
Stare attenti: il metallo d’apporto fuso per la brasatura tende a scorrere verso aree di temperatura più alta. Nell’assemblaggio riscaldato, le superfici esterne del metallo di base possono essere leggermente più calde delle superfici interne del giunto. Fare attenzione a depositare il metallo d’apporto immediatamente adiacente al giunto. Se lo si deposita lontano dal giunto, tenderà a placcarsi sulle superfici calde piuttosto che fluire nel giunto. E’ anche meglio riscaldare il lato dell’assemblaggio opposto al punto in cui si versa il metallo di riempimento. Il metallo d’apporto avrà la tendenza a seguire dove il calore è più intenso.
Passo 6: Pulire il giunto brasato.
Dopo aver brasato il gruppo, pulirlo. Poiché la maggior parte dei disossidanti per brasatura sono corrosivi, la pulizia è essenziale. La pulizia di solito è un’operazione in due fasi:
- Rimuovere i residui del disossidante.
- Rimuovere qualsiasi incrostazione di ossido formatasi durante il processo di brasatura mediante decapaggio.
Perché la maggior parte dei disossidanti per brasatura sono solubili in acqua, è possibile rimuovere i residui spegnendo l’assemblaggio in acqua calda (120 gradi F o più calda). Immergere l’assemblaggio mentre è ancora caldo, ma assicurarsi che il metallo d’apporto si sia solidificato completamente prima dell’estinzione. I residui di flussante simili al vetro di solito si rompono e si sfaldano. Se sono un po’ ostinati, spazzolarli leggermente con una spazzola metallica mentre l’assemblaggio è ancora nell’acqua calda.
Potreste avere problemi a rimuovere il disossidante se non ne avete usato abbastanza per cominciare, o se avete surriscaldato le parti durante la brasatura. Allora il disossidante diventa totalmente saturo di ossidi, di solito diventando verde o nero. In questo caso, il disossidante deve essere rimosso con una soluzione di acido dolce.
Dopo essersi liberati del disossidante, usare una soluzione decapante per rimuovere gli ossidi che rimangono sulle aree non protette dal disossidante durante il processo di brasatura. Generalmente, il miglior decapante da usare sarà raccomandato dal produttore dei materiali di brasatura che state usando.
Gary DeVries è analista di mercato e Creed Darling è ingegnere delle applicazioni di brasatura per Lucas-Milhaupt Inc. 5656 S. Pennsylvania Ave., Cudahy, WI 53110, 414-769-6000, fax 414-769-1093, www.lucasmilhaupt.com.