金属加工図の解釈
開先溶接は、部品が同じ平面で一緒に来るときに使用されます。 これらの溶接は突合せ継手に適用され、溶接の前に準備がある場合とない場合があります。
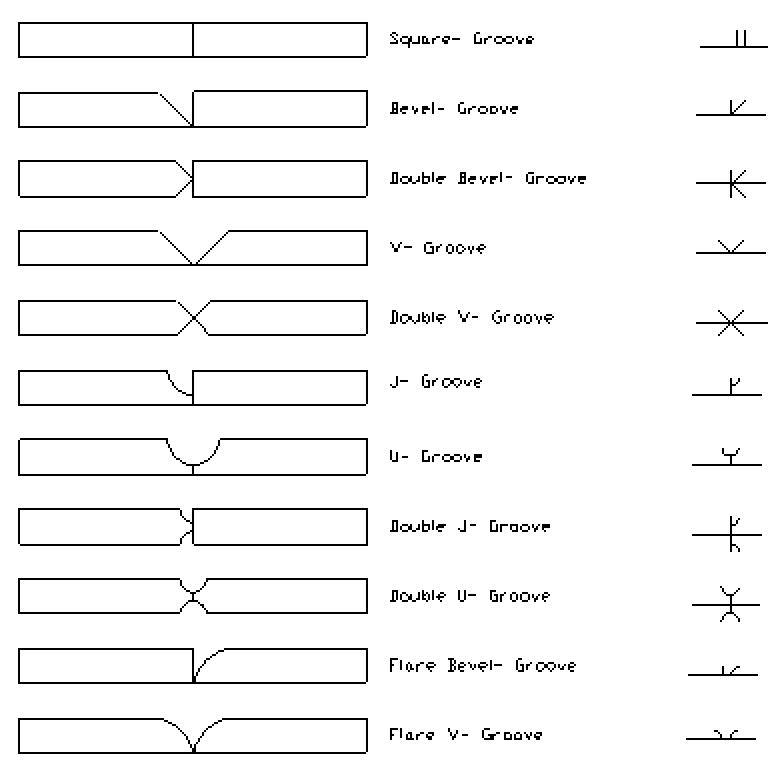
これらの開先に対する記号は、それらを表す記号とほぼ同じです。
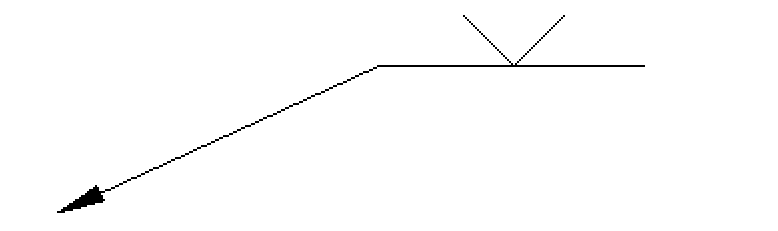
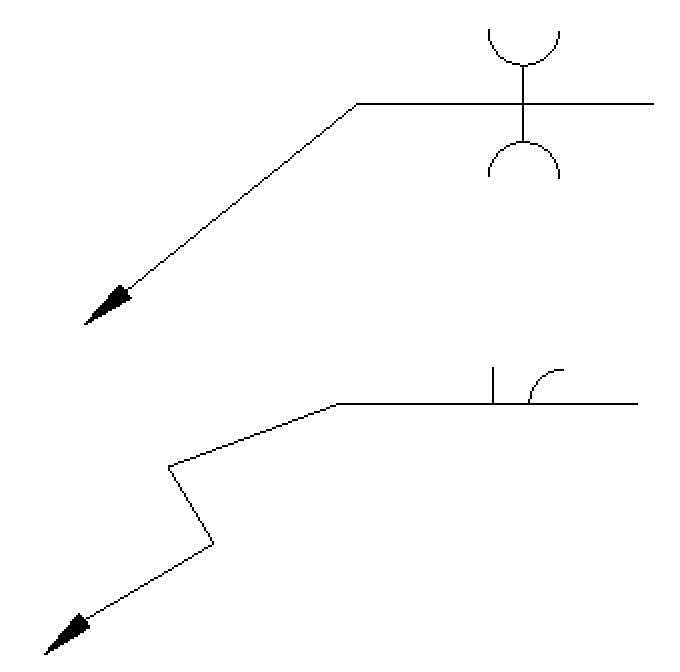
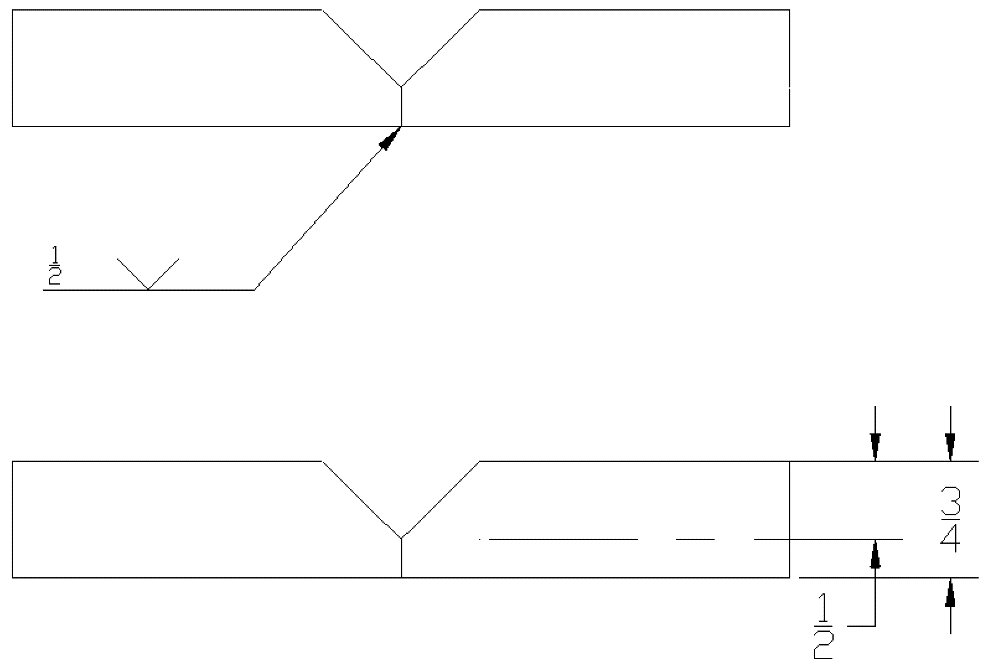
溶接が接合部の片側にのみ適用される場合、それは単一開先溶接と呼ばれるでしょう。 例えば以下は、反対側のV溝片側溶接の溶接記号です。
溶接が接合部の両面に適用される場合、これはダブル開先溶接と呼ばれます。
シングル開先溶接とダブル開先溶接の理論は、すべての開先溶接の記号に翻訳されます。
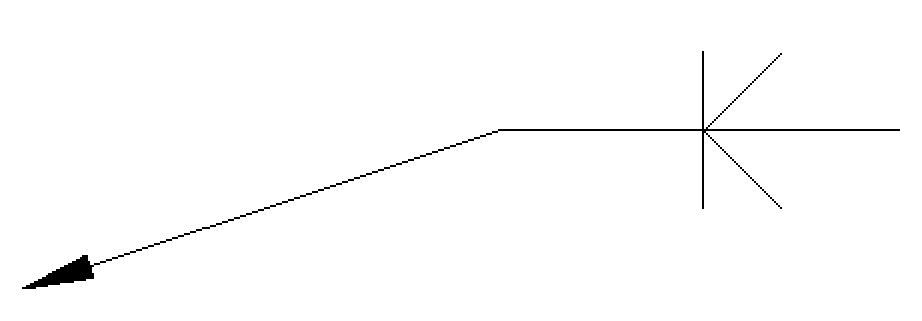
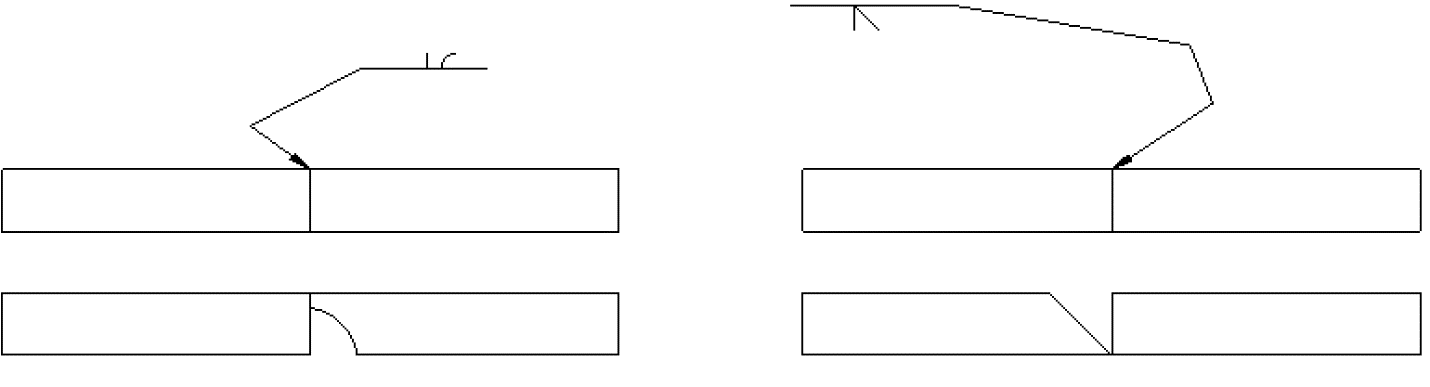
 これらの記号は何を意味していますか
これらの記号は何を意味していますか
場合によっては、矢印にジョグが表示されます。 これは、矢印の切れ目と呼ばれ、ジョイントのどちら側に準備が必要かを指定します。
もし矢印がなければ、溶接工や据付工は自分の知識に従ってどちら側を準備すべきかを選択するでしょう。 これは、エンジニアが部品や溶接に対して特定のニーズを持っている場合に問題となる可能性があります。
クイズ
下の溝を表す記号を描き、それに名前を付けましょう(接合部のどちら側を準備するかを指定することを忘れずに)。


下に反対側のV溝についての記号を書いてみてください。
開先溶接の寸法
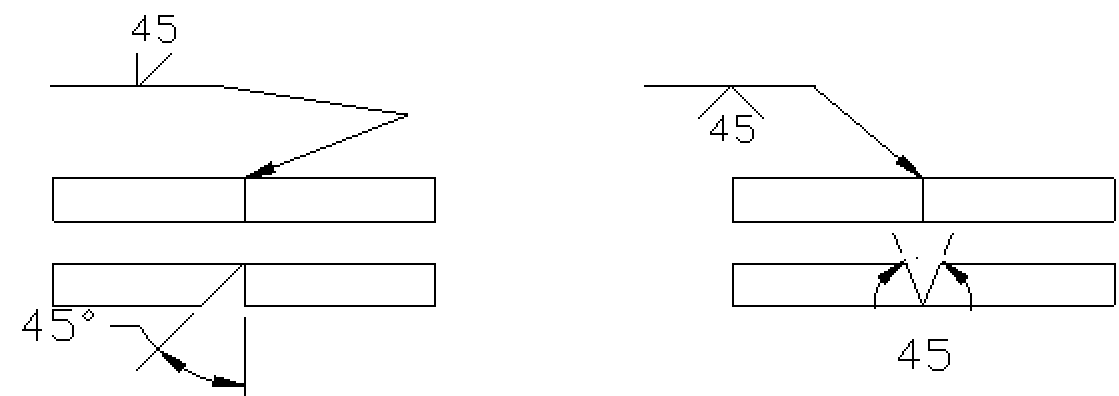
開先溶接が必要な場合、いくつかの寸法が追加されることがあります。 これには、開先角度、ルート開口部、開先半径、開先準備の深さ、および開先溶接のサイズが含まれます。 また、これらの情報が全く含まれない場合もあります。
Groove angle is shown in degrees and will include all of the groove, if it is a V groove it will be a dimension from one groove face to other.これは部品の準備と溶接方法について溶接士の裁量であることを意味します。 これはベベル角と混同されることがあります。 ベベル角はV溝の片側だけです。 この寸法は、溶接記号自体の中に表示されます。 二重開先溶接に適用する場合は、2つの異なる角度の可能性があります。
開先溶接は、最も一般的な溶接で、開先を持つ溶接です。 これは、溶接される2つの部材の間にあらかじめ設けられた隙間のことです。 常にルートオープニングがあるわけではなく、この寸法は溶接記号から省略することができる。 完全な溶け込みを確保するため、あるいはメルトスルーを実現するために、部品にルート開口部を設けることが一般的です。

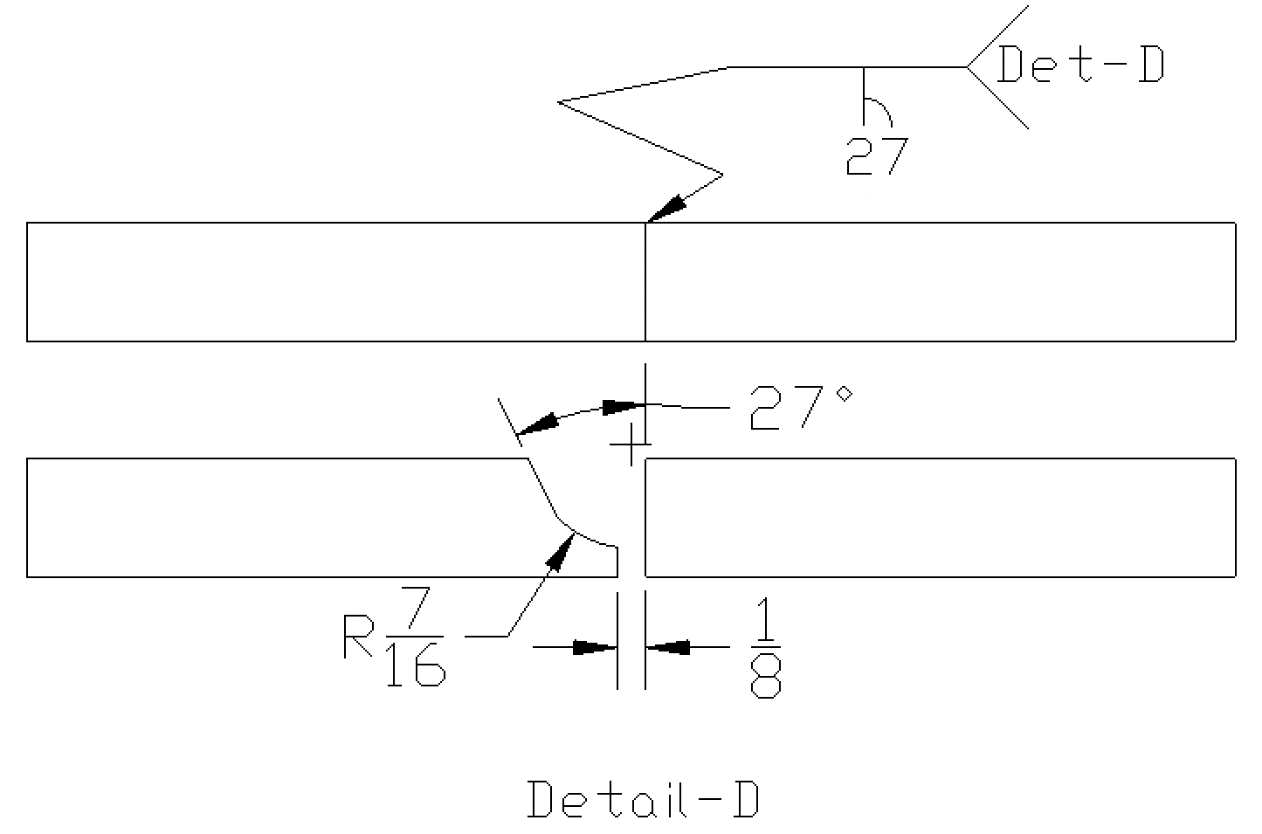
U および J の準備に関連する開先は、かなり特殊な溶接です。 正しい基準で行われた場合、これらの溶接は、ルート面と同様に、特定の開先半径で機械加工されます。 これらの寸法は、溶接記号の末尾に記されている詳細図または断面図で示されなければなりません。
開先の準備は、部品をどれだけ深く準備するかが呼び出される場合があります。 これを溝の深さといいます。 V- グルーブ、j- グルーブ、および u- グルーブは、深さに対して最も一般的なサイズの溶接部です。 ただし、これ以外のものに適用できないわけではありません。
 image
image
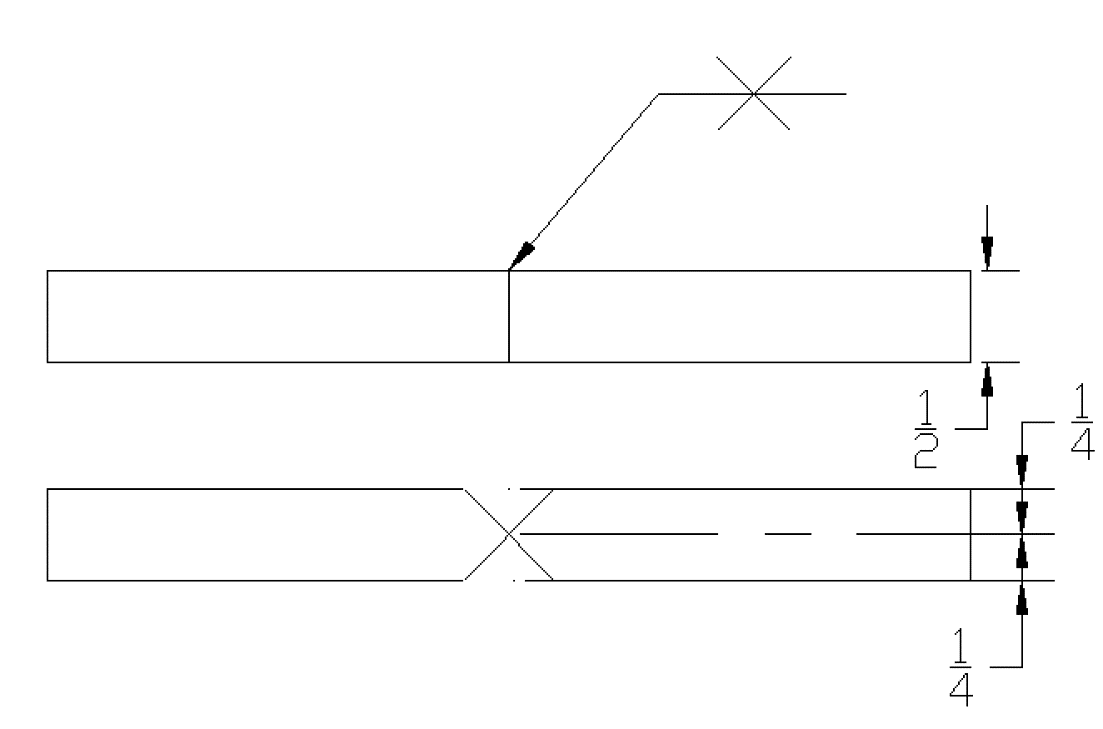
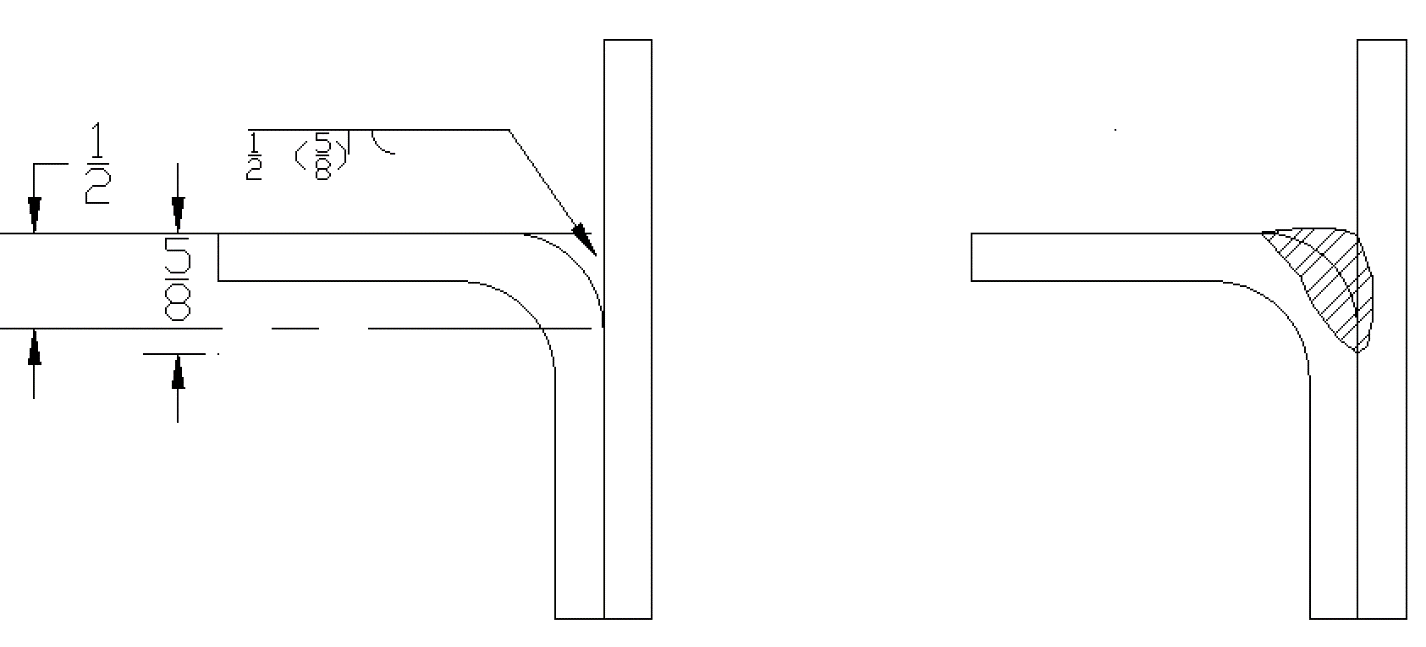
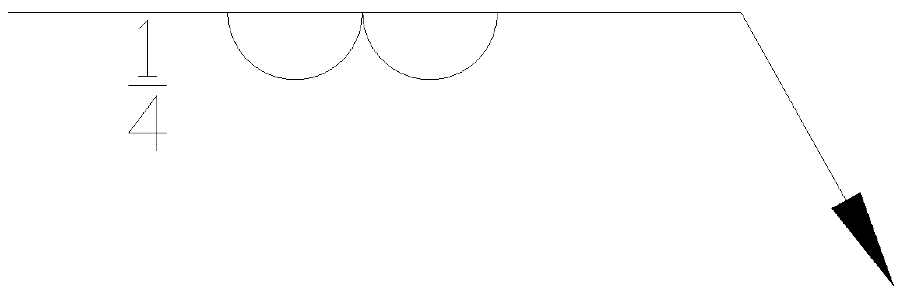
要素を追加し始めると、記号はかなり複雑に見えます。 最も簡単な方法は、ゆっくりと個々の部品を見て、学習したことを適用することです。 たとえば、下の溶接は、反対側にある 1 つの V 溝の溶接です。
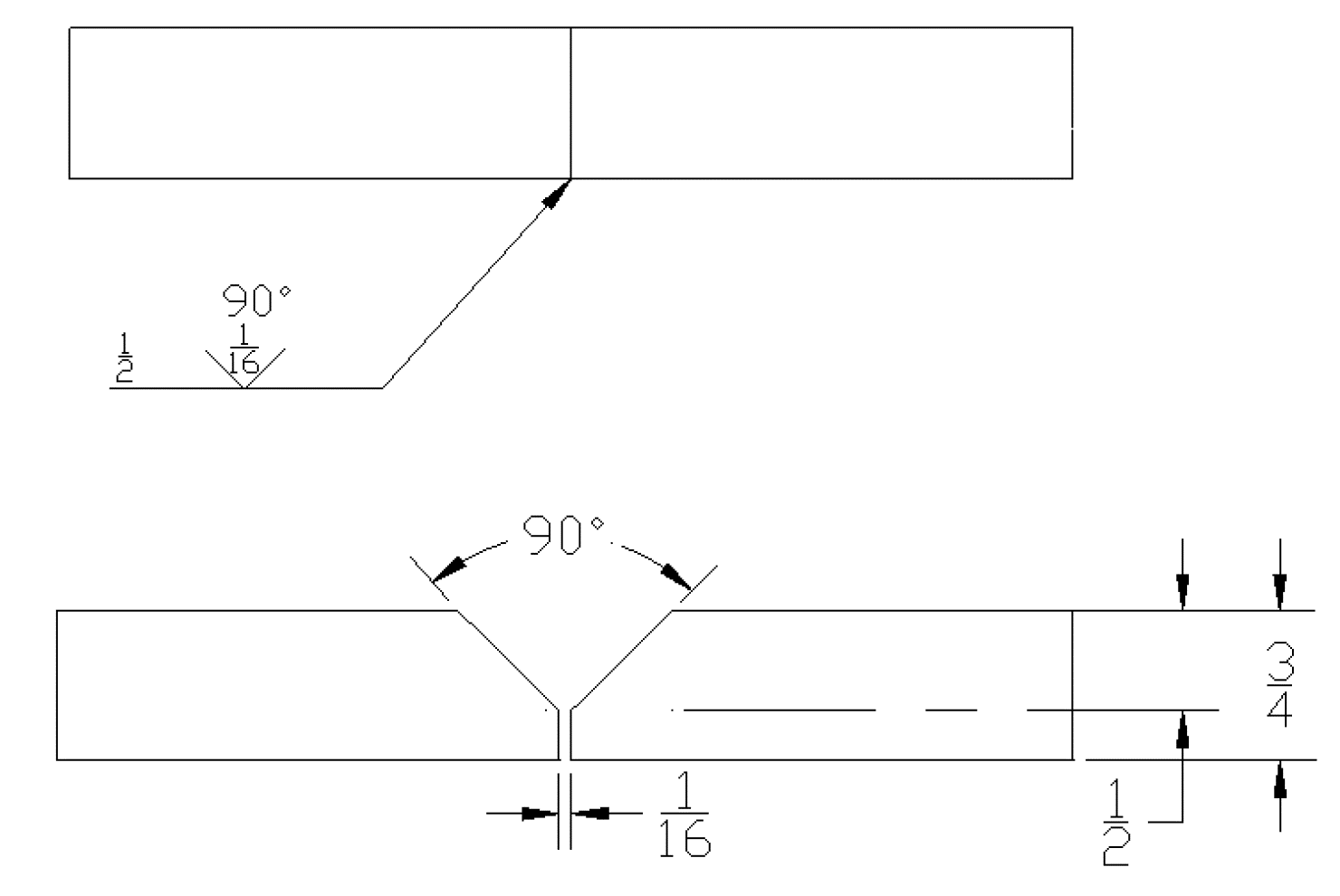
部品の全深さではない溝の深さを使用する場合、ルートで平らな領域を残します。 この領域は、ルート フェースと呼ばれます。 より一般的な用語として、ランドと呼ばれることもあります。 上の図では、溝の深さが1/2インチで、部品が3/4インチです。
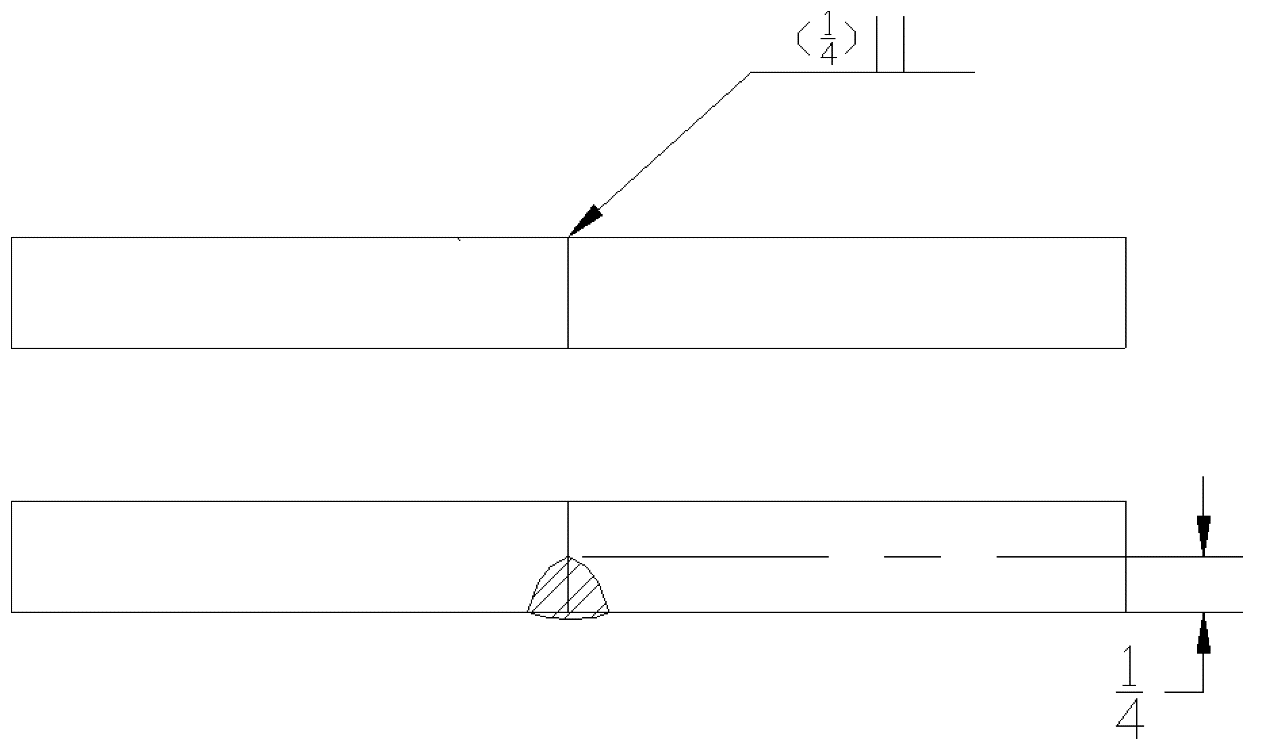
開先溶接に関連して、しばしば溶接のサイズがあります。 この溶接サイズは、溶接を行う際に得られる溶け込みの深さです。 溶接が適用されるとき、部品のルートに溶けるべきであるので、私達の溶接は接合部の準備より次元でより大きいになるべきである。 この寸法は、溶接記号の左側に表示されます。 開先深さとの組み合わせでは、溶接寸法は括弧内に表示されます。
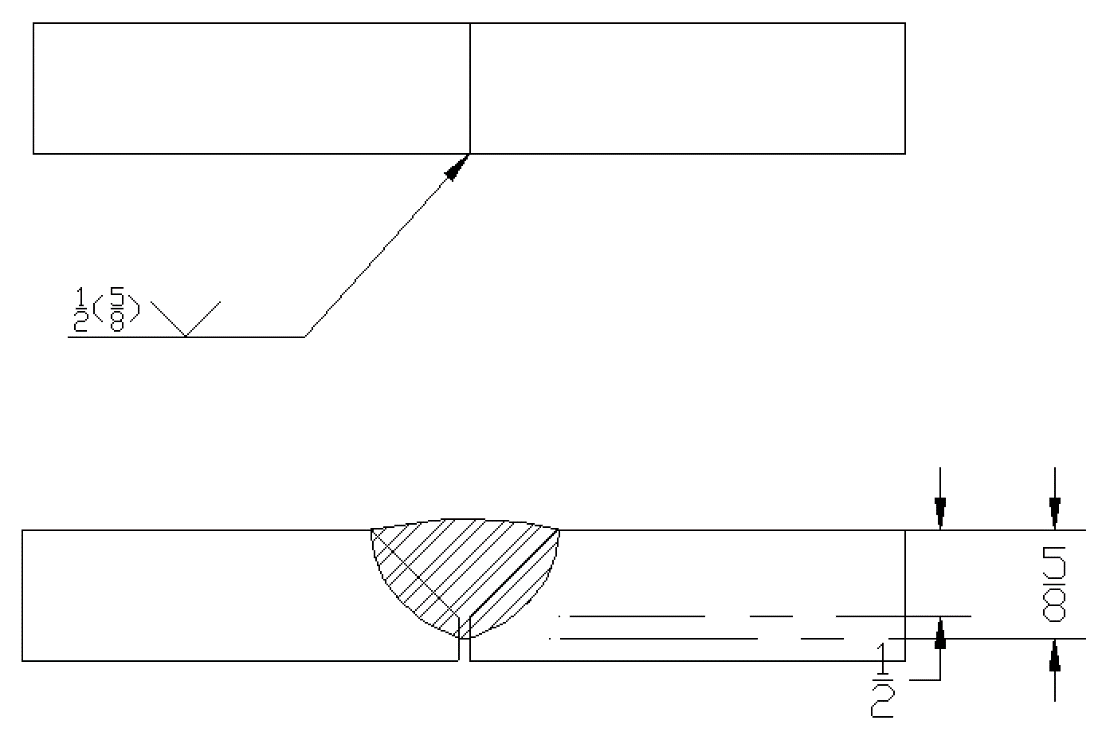
溝の深さが示されているが溶接のサイズが示されていない場合、溶接は完全に接合貫通でなければなりません。 溶接は準備の深さより小さくてはならない。 少なくともこのサイズの溶接を行わなかった場合、十分な融合が完了しないか、溶接が開先を満たさないでしょう。
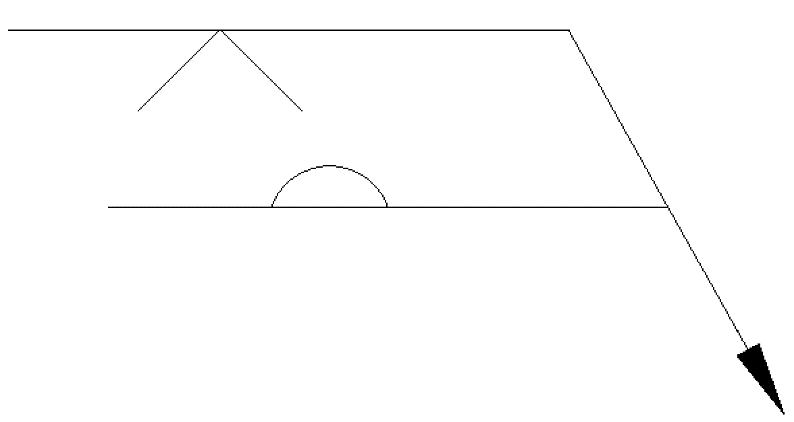
開先に寸法が表示されないことがあります。 接合部が対称である場合、溶接は完全な接合貫通でなければなりません。
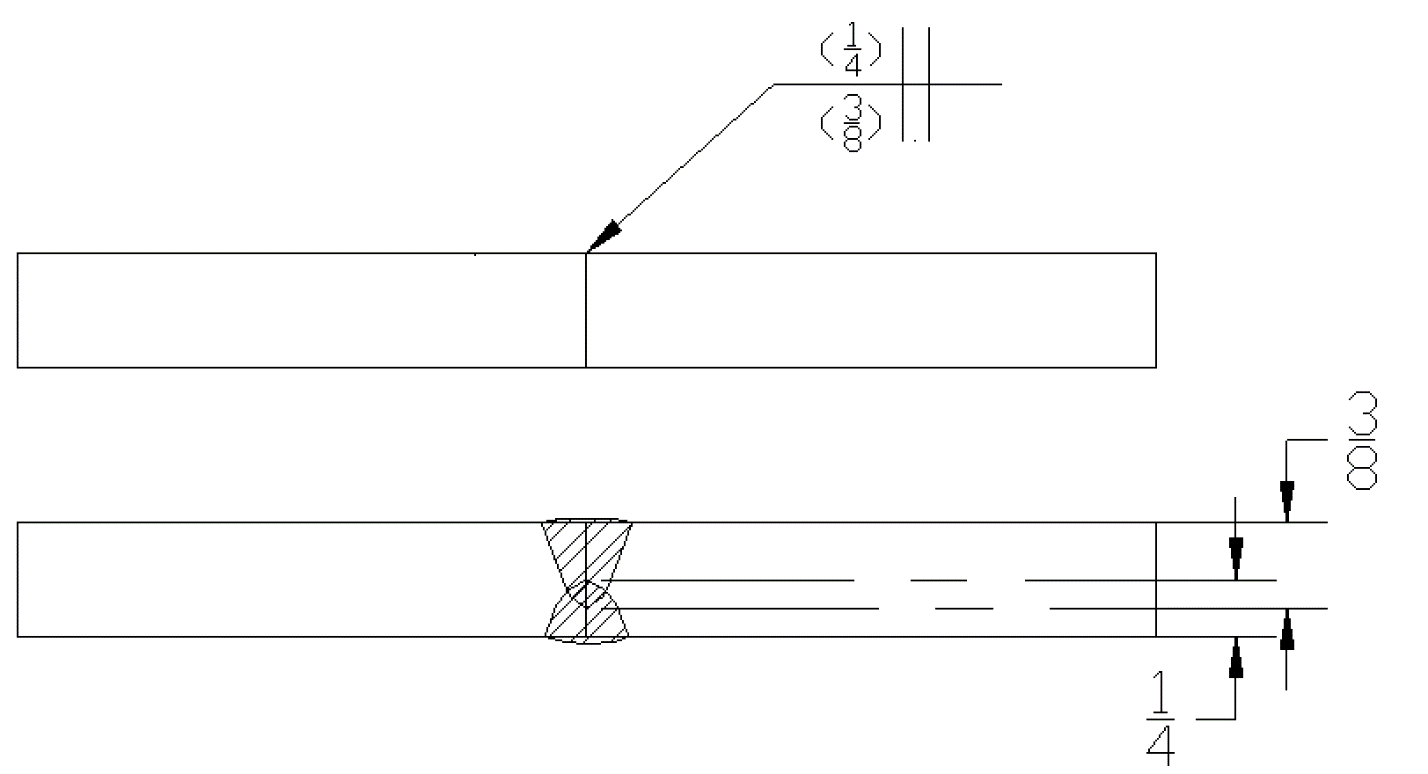
上の画像は、2 つの V 溝を持つ溶接部です。
両側が同じ寸法のダブル開先で作業する場合、基準線の両側で寸法を示すことが必要です。

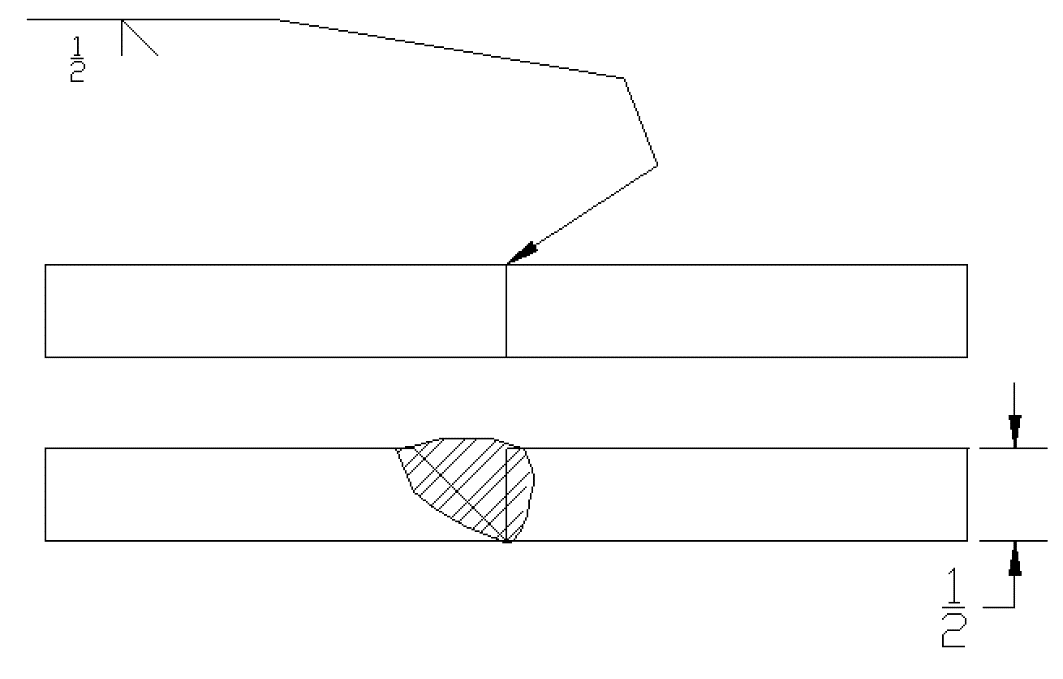
また、溶接が溝の深さを貫く必要がない場合があります。 これを達成する最も簡単な方法は、溶接記号の左側に、材料の厚さよりも小さいサイズの溶接寸法を配置することです。
部品を準備せずに溝の厚さを介して浸透するために、両側に溶接を適用できる場合があります。
開先と Vee を含む 2 つのフレアタイプの溝は、板金加工や、角に大きな半径を持つ管に溶接する場合に非常によく見られます。 これは、厚さが1/4インチ以上のチューブによく見られます。 シートメタルで作業する場合、部品を融合させるためにこのタイプのジョイントを作成するのが一般的です。
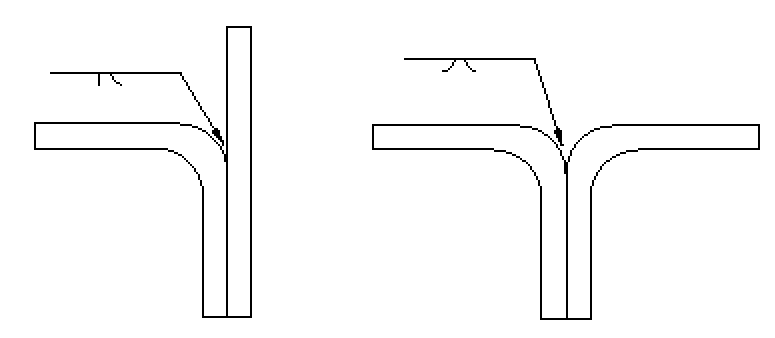
これらの記号のいずれかを使用する場合、溶接サイズと同様に溝の深さの準備の違いを知っていることが重要です。 通常の開先または Vee と同様に、開先の深さは溶接記号の左側になり、括弧内に表示される溶接サイズの左側にもなります。
バック、バッキング溶接、サーフェシング溶接
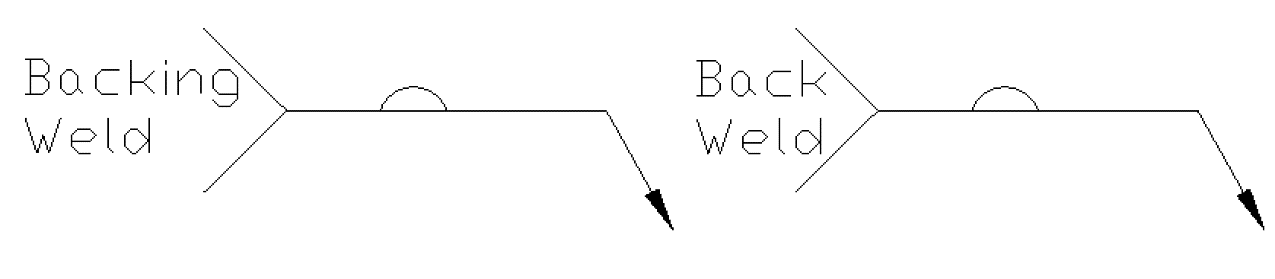
バックまたはバック記号はどちらも同じですが、区別するために詳細情報を尾部で見る必要があります。
裏溶接とは、接合部の溝に溶接を施し、その後にルート側に溶接を施すことである。 これは、CJPの開先で完全な溶け込みを保証するために最も一般的に使用されます。 裏溶接は通常、ルートが研削または刳り貫かれた後に行われ、溶接が十分な材料で行われることを確認する。 背面溶接と裏面溶接の違いを覚えようとするとき、背面溶接を行うには常に戻らなければなりません。
裏面溶接は、開先で行われる溶接が裏面を通して溶けないようにするために、開先のルート側で行われます。
以下は裏当て溶接の表現です。
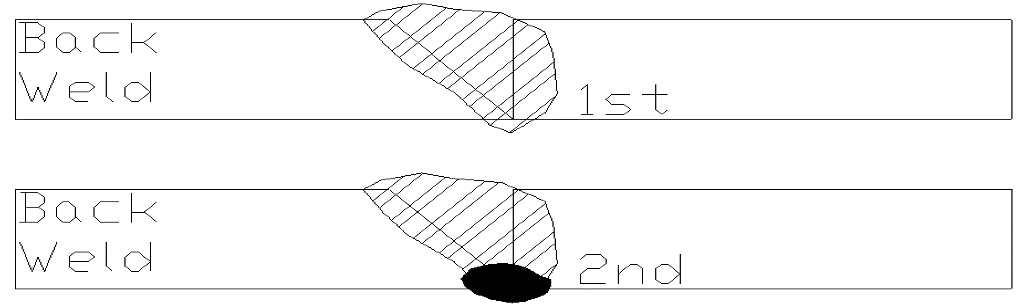
図面から尾部が省略されることがあり、尾部に溶接の順序が書いてあることがあります。 それは「反対側の溶接を先に行う」というような単純なものかもしれませんし、「反対側の開先溝を矢印側の裏面溶接の前に溶接する」というような本当の用語を含むかもしれません。
表面処理溶接
表面処理溶接は、さまざまな理由で部品に単一または複数のパスによって行われます。 これには、摩耗した材料の蓄積、部品のハードフェース、または部品の寸法を大きくすることが含まれます。 この記号は、接合部の矢印側のみに表示されることがあります。
これらの溶接は、溶接記号の左側に位置する溶接の厚さを含み、記号の右側に長さを示すこともあります。
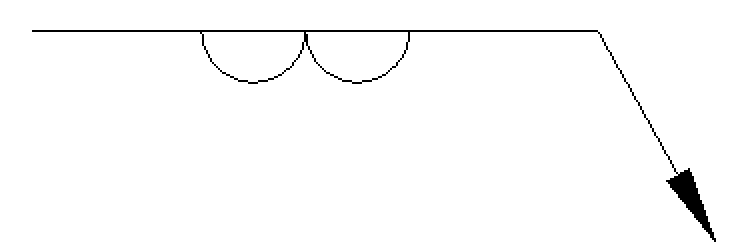
サーフェシング溶接が複数の層を必要とする場合、設計図上の注記で示されるか、参照線により決定されるかもしれません。 操作の順序を示す複数の基準線がある場合もあります。
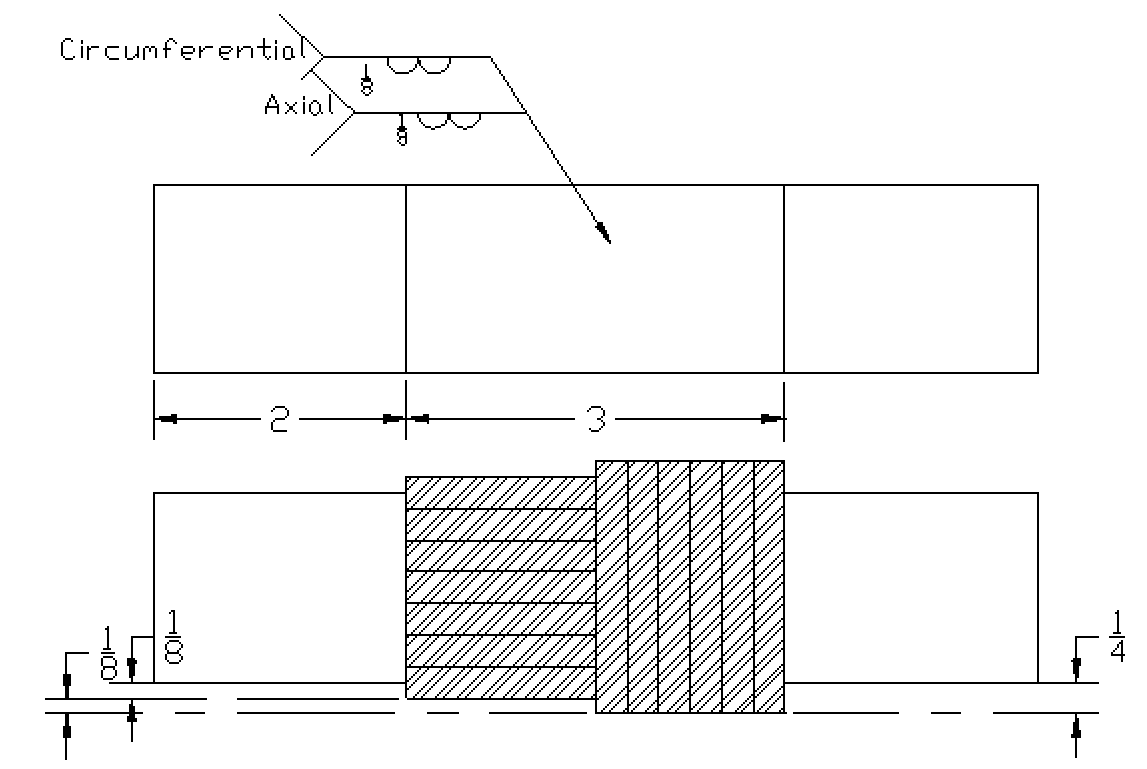
表面処理溶接でこれを示すために、最初の層の積み上げに特定のサイズを求め、次に 2 層目以降に異なるサイズを求めることがあります。
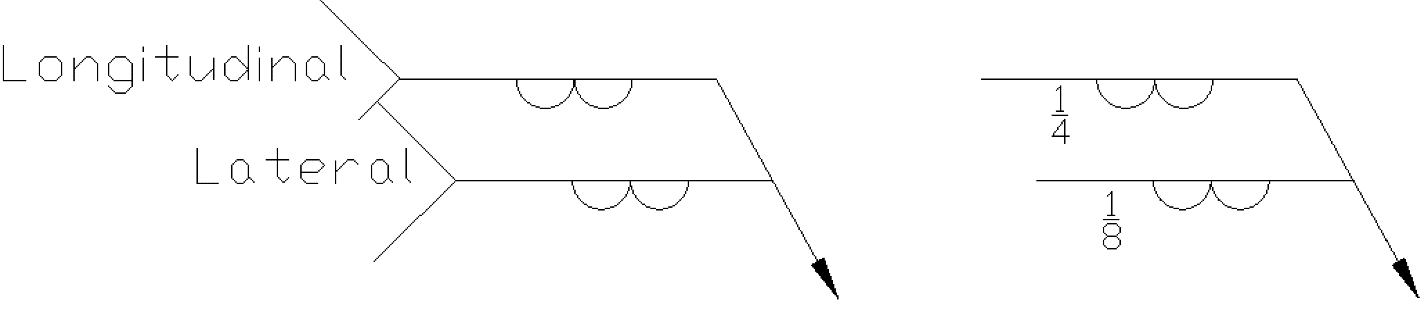
表面処理溶接は、寸法、注記、または完全ではないことを指定する他のものがなければ、部品の全長を実行されます。 これは、シャフトなど丸いものを溶接するときにも関係する。 丸い物体では、部品の縦方向 (長い寸法) や横方向 (短い寸法) ではなく、軸方向 (シャフトの長さ) や円周方向 (シャフトの周り) を見ることができます。溶接がシャフトや他の丸い部品に行われる場合、これを呼び出す必要があり、そうしないと間違った手順を適用することになります。