Shielded Metal Arc Welding Rods – 溶接棒の種類と使用場所
この棒溶接アーク溶接の動画では、使用アンペアが必ずしも最適とは言えませんで した。


さまざまな種類の溶接棒を使用したシールド溶接の動画……。
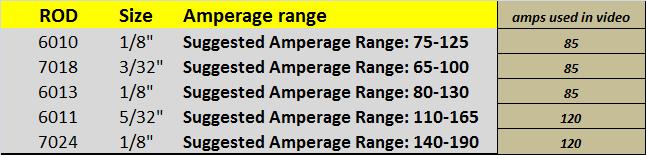
1/8インチの6010と3/32の7018には85アンペアを使いました。これは何年も前に、ベルトに革製のロッドポーチを付けて、溶接機から100ヤード離れたところにいたときに覚えたトリックです。 アンペアを85~90アンペアに設定し、1/8″ 6010と3/32 7018を携行したんだ。
1/8インチの6013はアンペアを85のままにしておいたのですが、これは冷たすぎました。
5/32インチの6011と1/8インチの7024には120アンペアを使いました。
ここに、被覆アーク溶接棒のチャート…棒状溶接棒のアンペア チャートがありますが、起こったことは、使用する各棒の最適な推奨アンペア数と間違いなく相関しています。
異なる種類の溶接についての前回の溶接ビデオを見た後、何人かの人が電子メールを送ってきて、シールド メタル アークについて内訳を教えてほしいと頼みました… 棒溶接電極と棒溶接棒に印刷されている数字の意味は一体なんだろう、と。
そのうちの何人かは、棒状溶接棒として知られているさまざまな被覆アーク溶接棒をどこで使うかについての説明も求めました。
しかし、もしあなたがすべての難解なことを飛ばして、ただ軟鋼タイプの溶接棒についての直接的で汚いまとめを望むなら、ここにそれがあります…
軟鋼棒状溶接棒に関しては、広く使われているものはほんの数本しかないのです。
確かに、7016 や 7014 などの特殊用途の棒状溶接棒もありますが、最も広く使用されているのは、E6010、E6011、E6013、E7018、E6013、E7018、E7018 です。 そして E7024
6010 アーク溶接棒は管のルート パスの溶接のために最も一般的であり、パイプラインの盛り土のパスのためにさえあります
6011 アーク溶接棒は 6010 の接吻のいとこで、AC
6013 アーク溶接棒は溶接を学ぶとき農夫溶接棒および溶接棒ほとんどの人々最初に使用しています
7018 棒溶接棒は管の溶接および構造鋼鉄溶接およびいろいろ修理溶接のために使用されます。
7024 棒溶接棒は、速く溶接の山を築くのに使われます…その平面または水平の場合、物事を素早く行うために本当に熱くて大きな水たまり…そして AC で甘い実行
棒溶接電極に関する簡単で汚い要約よりもっと知りたい場合は、次に読んでください
まず最初に、いくつかの用語を整理してみましょう。 溶接では、同じものを表すさまざまな名前があります。ヘリアーク、対TIG、対タングステンイナートガス、対ガスタングステンアーク溶接などですが、すべて同じものなのです。
棒溶接も同じです。
私は棒溶接と呼んでいますが、多くの人は単にアーク溶接と呼んでいます。
私は棒溶接と呼んでいますが、多くの人はアーク溶接と呼んでいます。そして、正しさにこだわる人たち(もしあなたがそのような人たちなら、自分の中にとどめておいてください。
シールド金属アーク溶接
略して SMAW は、AWS が私たちにそう呼ばせたいものです…それがどう機能しているのか疑問です。 また、俗語もあるようです。
どのように呼ぼうと、棒溶接は基本的な古い学校の溶接プロセスであり、時の試練に耐えてきました。
どのような呼び方をしようとも、棒溶接は、時の試練に耐えてきた基本的な昔ながらの溶接プロセスです。
ミグやフラックスコア溶接は、生産溶接でははるかに高速ですが、携帯性、シンプルさ、信頼性という点では棒溶接に取って代わるものではありません。
そこで、棒溶接電極を識別するために使用される数字の意味について説明します。

例として E6010 を使用しますと……
棒溶接電極を識別するために使用される番号の意味について説明します。
EはElectrode(電極)を表しますが、これはいくつかの溶接棒が電極でないことを覚えておいてください。 たとえばティグ溶接棒は通常、電極としては使用されませんが、どちらにも使用できるため、通常は電極または棒の ER で表示されます。
6010の60は、引張強度を psi で示します。したがって理論的には、1平方インチの溶接金属をゆっくりまっすぐ引っ張ると、6万ポンドかけるまで破損しないでしょう。
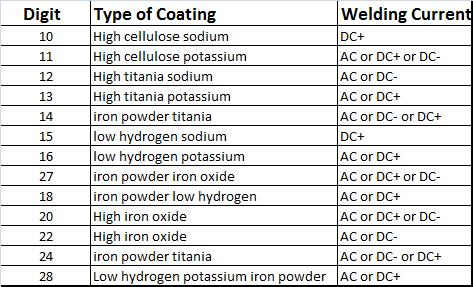
最後の2桁は、位置と極性、およびフラックスの種類を表します。
覚えておくべき重要なヒントとして、E6010 の最後から 2 桁目はそのロッドを使用できる位置を示しているということがあります。 1」は、すべてのポジションのロッドであることを意味します。 また、「E6010」の下2桁は、そのロッドが使用できる位置を示しています。「2」は平面と水平だけを意味します。
ここで暗記すべき情報が多すぎます。
ここで暗記するには情報が多すぎますし、すべてを覚えるには複雑すぎます。
良い知らせは、一般的に使用される軟鋼棒状電極はほんの数種類しかないということです。
最も一般的に使用されるのは、E6010、E6011、E6013、E7018です。
6010はパイプのルートパスやパイプラインのフィルパスの溶接に最もよく使われます
6011は6010の親戚で、ACで使うように作られています
6013は農家の棒で、ほとんどの人が溶接を学ぶときに最初に使う棒です
7018はパイプ溶接と構造鋼溶接に使われます
7024は大量の溶接を置くために使われます
。
E6010積極的な、DCのみである掘る棒…ACで溶接しないし、いくつかのインバータはうまくこのロッドを燃やすことはありません…。
E6011はE6010に非常に似ていますが、ACでよく走ります…この電極は全ポジションAC溶接のために、または錆び、汚れ、新品でない金属の溶接のために使用されます
E6013これは長年農家で使用される全ポジション、ACまたはDCEP電極です。 滑らかなビードを作りますが、錆や塗装を掘り進むことはありません。
E7018高いビルを見渡してください。 E7018は、その建設に貢献しました。 低水素、通常DC、全ポジション電極は、品質が問題である場合、または溶接しにくい金属に使用されます。
E7024通常、少なくとも1/4インチの厚さの板でACまたはDCEPで大きな溶接を行うために使用されます。このロッドは平面と水平溶接のためだけです…オーバーヘッドまたは垂直アップに使うことは忘れてください。 テストは6インチのスケジュール80のパイプで、6gです。 開先角度は37.5度、ギャップは1/8インチ、ランドは1/8インチ、ルートパスはアップヒル6010、ルートパスで残ったスラグやワゴントラックを焼き切るために6010でホットパスを実行することも許可されています。
#2 あなたは、約3インチの脚で1/2の厚さの頑丈なアングル鉄をいくつか無料で手に入れました。 しかし、それはそれに軽い錆のコーティングが施されています。 あなたは、バーストック、アングルアイアン、チャンネルアイアン、パイプなどの金属の長さを保持するためのラックを作りたいと思います。 しかし、あなたが持っているのはリンカーン225のACバズボックスだけです。 5/32の6011を用意して、地獄のように溶接する。
#3 義理の弟が、92年型ニッサン・マキシマのフェンダーパッチを溶接するのを手伝ってほしいと言いました。 あなたは115ボルトのミグ溶接機を持っていませんが、小さな棒状溶接機を持っています。彼とあなたの奥さんの背中を押すために、Northern Toolから小さな小さな1/16インチの6013棒状ロッドを注文し、彼のパッチを下り坂で溶接します。
4は、トレーラーを作る必要がありますが、ショップを持っていません。
そのような場合、「某有名メーカーが、某有名メーカーを買収した。 7018はチケットです。 優れた溶接工の手にかかれば、スラグは問題なく転がり落ち、溶接部は強く、かつ滑らかになります。
#5 丸太割り機のくさびを溶接する。 両側とも1インチの脚の隅肉溶接が必要です。 それは多くのパスです。
そのような場合は、リンカーンのAC225溶接機を165アンペアまで上げ、1/8インチの7024ロッドを使用します。 7024は、あらゆるロッドの中で最も滑らかで大きなビードを敷き詰めます….and if done right, the slag peels off like curly fries
exit shielded metal arc welding rods and learn more about stick welding
go to welding tips home page