Tolkning av ritningar för metallfabriker
En spårsvetsning används när två delar möts i samma plan. Dessa svetsar kommer att appliceras i en stumpskarv och kan ha en förberedelse eller inte före svetsning. Detta är anledningen till att det finns flera olika typer av symboler för spårsvetsning.

Symbolerna för dessa spår är nästan identiska med symbolerna som representerar dem.
När en svetsning ska appliceras på endast en sida av en skarv kallas den för en enkel spårsvetsning. Nedan visas till exempel en svetssymbol för en svetsning med ett enda V-spår på den andra sidan. Alla svetsar med en enda ränna ska betraktas som komplett foggenomföring (CJP) om inget annat anges.

Om en svets ska appliceras på båda sidorna av skarven kallas detta för en svets med dubbla rännor. Nedan visas till exempel en svetssymbol för en dubbelt avfasad spårsvetsning.

Teorin bakom enkel spårsvetsning och dubbel spårsvetsning kan översättas till alla spårsvetsningssymboler. Det skulle vara överflödigt att återskapa alla dessa bilder.
 Vad kräver dessa symboler?
Vad kräver dessa symboler?
I vissa fall ser du en joggning i pilen. Detta kallas en paus i pilen som kommer att ange vilken sida av leden som kommer att krävas för att få förberedelserna gjorda på den. Om till exempel en enkel avfasning ska appliceras på den vänstra sidan av skarven kommer en bruten pil att peka specifikt på den sidan av skarven.

Om det inte fanns någon indikerande pil skulle svetsaren eller montören välja vilken sida som skulle förberedas enligt sina kunskaper. Detta kan vara ett problem om en ingenjör har särskilda behov för detaljen eller svetsen.
Quiz
Teckna symbolen som representerar rännan nedan och ge den ett namn (glöm inte att ange vilken sida av skarven som ska förberedas):


Teckna symbolen för en V-ränna på den andra sidan nedan:
Dimensionering av spårsvetsning
Det finns flera dimensioner som kan läggas till en spårsvetsning om det behövs. Detta kan inkludera en spårvinkel, rotöppning, en spårradie, djupet på spårberedningen och storlek på spårsvetsen. Det finns tillfällen då denna information kanske inte alls inkluderas. Detta skulle innebära att det är svetsaren som bestämmer hur delen ska förberedas och svetsas.
Spårvinkeln visas i grader och kommer att inkludera hela spåret, om det är ett V-spår kommer det att vara ett mått från den ena spårsidan till den andra. Detta kan förväxlas med fasvinkel. Vinkel är bara den ena halvan av ett V-spår. Detta mått visas i själva svetssymbolen. Det finns en möjlighet till två olika vinklar om du ansöker om en svets med dubbla spår. Pilen och den andra sidan behöver inte nödvändigtvis överensstämma i vinklar.

En rillsvetsning är den vanligaste svetsen att ha en rotöppning. Detta är en öppning som är förutbestämd att ha mellan två delar som ska svetsas. Det finns inte alltid en rotöppning och detta mått kan utelämnas från svetsningssymbolen. Det är vanligt att sätta en rotöppning på en del för att säkerställa fullständig penetrering eller till och med smältning genom. Symbolen för genomsmältning ingår i kompletterande svetssymboler.

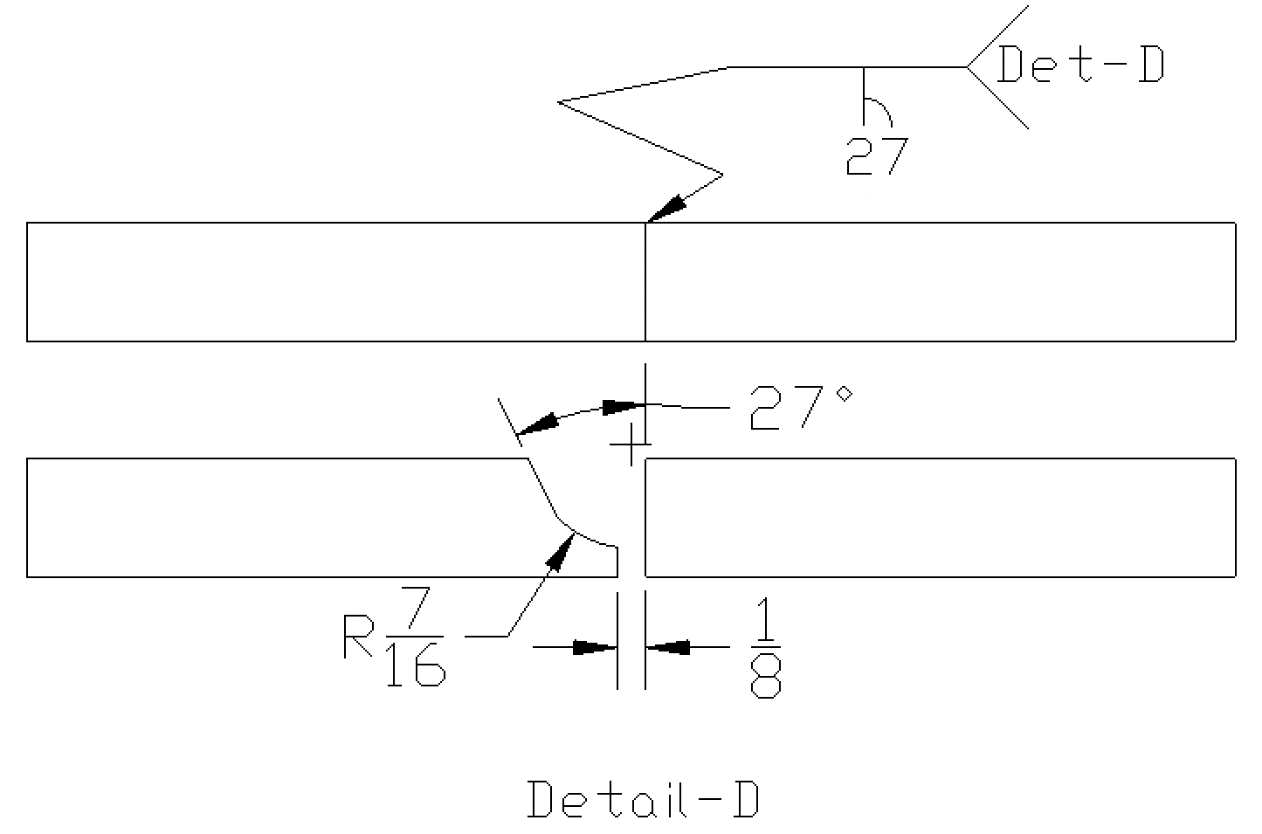
Rännor som hör ihop med U- och J-beredningar är en ganska speciell svets. Dessa svetsar, om de utförs enligt korrekta standarder, maskinbearbetas med en specifik radie för rännan samt rotytan. Dessa dimensioner måste visas i en detalj- eller sektionsvy som noteras i svansen på svetssymbolen.
Förberedelsen av spåret kan kallas för hur djupt du ska förbereda detaljen. Detta kallas för spårets djup. V-rännor, j-rännor och u-rännor är de vanligast dimensionerade svetsarna för djup. Även om detta inte betyder att det inte kan tillämpas på andra. Måttet visas till vänster om svetssymbolen.

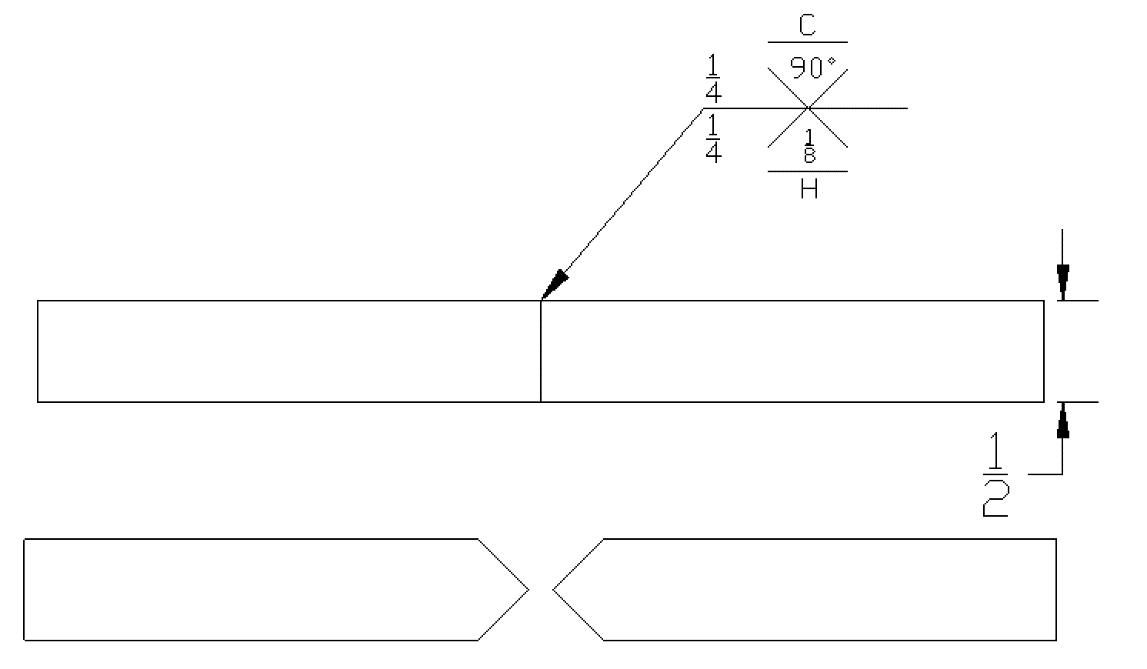
När vi börjar lägga till fler element blir symbolerna ganska komplicerade till utseendet. Det enklaste är att sakta ner och titta på varje enskilt element och tillämpa det på det vi har lärt oss. Till exempel är svetsen nedan en enda V-spår-svets på andra sidan. Den här svetsen har ett ½ tums spårdjup, 1/16 tums rotöppning och 90 graders spårvinkel.

När vi använder ett spårdjup som inte är hela djupet av detaljen lämnar vi ett plant område i roten. Detta område kallas rotytan. En vanligare term som du kommer att höra är land. I diagrammet ovan har vi ett spårdjup på ½ tum och vi har en del på ¾ tum. Detta lämnar oss en ¼ tums rotyta.
Ofta förknippat med en spårsvetsning kommer att vara svetsstorleken. Denna svetsstorlek är det inträngningsdjup som du får när du applicerar svetsen. När en svets appliceras ska vi smälta in i roten av delen så vår svets ska vara större i dimension än förberedelsen av skarven. Denna dimension kommer att visas till vänster om svetssymbolen. När den är kopplad till ett spårdjup kommer svetsdimensionen att stå inom parentes. Om ingen svetsstorlek visas ska svetsen vara fullständig foggenomföring.

I fallet med ett spår som visar ett djup för spårpreparation men svetsstorleken visas inte. Svetsen får inte vara mindre än preparationsdjupet. Om du inte utförde en svets som var minst så stor kommer du inte att ha genomfört en tillräcklig fusion eller så kommer svetsen inte att fylla spåret.

Det finns tillfällen då dimensioner inte kommer att visas på spåren. Om fogen är symmetrisk ska svetsen vara fullständig foggenomföring. Detta kan lätt illustreras med en dubbel V-ränna.

Den bild som visas ovan är en svets med dubbel V-ränna. Det finns inget spårdjup angivet så efter svetsarens gottfinnande förbereds delarna till ¼ tum på båda sidor för att skapa en symmetrisk skarv.
När man arbetar med ett dubbelt spår som har samma mått på båda sidor krävs det att måtten visas på båda sidor av referenslinjen. Detta är viktigt eftersom om en dimension utelämnas kommer det att finnas en okänd storlek och detta kan äventyra svetsen.
Det finns också tillfällen då en svets inte krävs för att penetrera spårets djup. Det enklaste sättet att åstadkomma detta skulle vara att placera en dimension för svetsstorlek till vänster om svetssymbolen som är mindre än materialtjockleken.

Det kan förekomma en svets som appliceras på båda sidorna för att få penetrering genom rilltjockleken utan förberedelse av detaljen. Detta kommer att vara begränsat till mindre materialtjocklekar beroende på vilken process som används för svetsningen.

De två spåren av utställd typ, inklusive en fasad och en Vee, kommer att vara mycket vanliga när man arbetar med plåt och även om svetsningar görs till rör som kan ha en stor radie i hörnen. Detta är ganska vanligt i rör med en tjocklek på ¼” och mer. Om man arbetar med plåt är det vanligt att göra en skarv av denna typ för att smälta ihop delarna. Istället för att använda fyllmedel kan materialet som gör den utskjutande fasningen ha ett ben på en 1/8″ eller så och det kommer att kompensera för fyllmedlet.

När man använder någon av dessa symboler är det viktigt att känna till skillnaden mellan förberedelse av spårdjup samt svetsstorlek. I likhet med en vanlig fas eller vee kommer förberedelsen av spårdjupet att vara till vänster om svetssymbolen och även till vänster om svetsstorleken som kommer att visas inom parentes. Längd kan läggas till i en dimension till höger om svetssymbolen.

Back, backing weld, Surfacing weld
En back- eller backing-symbol är densamma för båda, du måste leta i svansen efter ytterligare information för att kunna skilja dem åt.
En backsvetsning är när en svetsning görs i rännan på en skarv och följs av en svetsning som appliceras på rotsidan. Detta används oftast för att säkerställa fullständig penetration i CJP-rännor. Bakre svetsen appliceras vanligtvis efter att roten har slipats eller gougats ut för att se till att svetsen är gjord på tillräckligt material. När man försöker komma ihåg skillnaden mellan en bakre och en bakre svets måste man alltid gå tillbaka för att göra en bakre svets.
En bakre svets görs på rillens rotsida för att se till att den svets som ska göras i rännan inte smälter genom baksidan. Detta kan också bidra till att säkerställa CJP.

Nedan visas en representation av en bakre svets.

Nedan visas en representation av en bakre svets.

Det förekommer att svansen utelämnas på ritningen och i svansen finns en anteckning som kan ange i vilken ordning svetsarna ska utföras. Det kan vara så enkelt som ”andra sidans svetsning görs först” eller kan inkludera riktiga termer som ”andra sidans avfasade spår svetsas före bakre svetsning på pilsidan.”
Svetsar för ytbeläggning
Svetsar för ytbeläggning görs genom enstaka eller flera överfarter på delar av en mängd olika anledningar. Det kan till exempel handla om att bygga upp slitna material, att göra en del hårdgjord eller att öka delens dimensioner. Denna symbol får endast finnas på pilsidan av en skarv. Det är viktigt att pilen pekar specifikt på var ytbeläggningen ska läggas till.

Dessa svetsar kan inkludera en tjocklek på svetsen som kommer att ligga till vänster om svetssymbolen och kan även visa en längd till höger om symbolen. Med denna typ av svetsning kommer den med största sannolikhet att ha en detaljvy med dimensioner för svetsningen.
När en ytbeläggningssvetsning kan behöva flera skikt kan detta visas i en anteckning på blåkopian eller så kan det också bestämmas av referenslinjerna. Det finns tillfällen då det kan finnas mer än en referenslinje som ger en arbetsordning. Om du till exempel tänker på en stödsvetsning skulle den anges på den referenslinje som ligger närmast pilen, medan spårsvetsningen skulle placeras på den andra referenslinjen.

För att visa detta i ytbeläggningssvetsar kan det vara så att det begärs en viss storlek för det första lagret av uppbyggnad och sedan en annan storlek för det andra eller efterföljande lagret. Om det sker en förändring i riktning kan detta visas med en svans av en multireferenssvetssymbol.

En ytbeläggningssvets kommer att löpa över hela längden på detaljen, såvida det inte finns ett mått, en anmärkning eller något annat som anger att den inte är full. Detta spelar också en roll när man svetsar en axel eller ett annat runt föremål. Med ett runt föremål kan man i stället för en longitudinell (lång dimension) eller lateral (kort dimension) av delen se axiell (axelns längd) eller circumferentiell (runt axeln.) När en svetsning ska göras på en axel eller annan rund del måste detta anges, annars kan ett felaktigt förfarande tillämpas.
