A sikeres forrasztás 6 lépése
A forrasztott kötés lényegében “magától megteremti magát” – a kapilláris hatás, nem pedig a kezelő ügyessége biztosítja a töltőanyag eloszlását a kötésben.
A valódi szakértelem a kötés tervezésében és kivitelezésében rejlik, de még egy megfelelően tervezett kötés is rosszul sülhet el, ha nem követi a megfelelő forrasztási eljárásokat. Ezek az eljárások hat alapvető lépésből állnak. Bár általában egyszerűen végrehajthatóak, egyiket sem szabad kihagyni.
1. lépés: Biztosítsa a jó illeszkedést és a megfelelő hézagokat.
A forrasztás kapilláris hatás segítségével osztja el az olvadt töltőanyagot az alapfémek felületei között. Tehát forrasztáskor tartson fenn egy bizonyos távolságot az alapfémek között, hogy a kapilláris hatás a leghatékonyabban működhessen. Ez szinte minden esetben szoros távolságot jelent. Az optimális hézag vagy illesztési hézag a legtöbb töltőfém esetében 0,0015 hüvelyk, de a tipikus hézagok 0,001 és 0,005 hüvelyk között mozognak.
A mindennapi forrasztás során a hézagoknak nem kell túl pontosnak lenniük ahhoz, hogy kellően erős illesztést kapjunk. A kapilláris hatás a hézagok tartományában működik, így van egy bizonyos mozgástér. A mindennapi műhelygyakorlatban a könnyű csúszó illesztés általában megfelelő forrasztott kötést eredményez két csőszerű alkatrész között. Ne feledje, hogy általában a hézag növekedésével a kötés szilárdsága csökken. A kapilláris hatás 0,012 in körül megszűnik. Ha két lapos alkatrészt köt össze, akkor az egyiket a másikra támaszthatja. A fém-fém érintkezés az összes hézag, amire általában szüksége van, mivel a fémek átlagos marási felülete elegendő felületi érdességet biztosít ahhoz, hogy kapilláris utakat hozzon létre az olvadt töltőfém áramlásához. A magasan polírozott felületek viszont hajlamosak korlátozni a töltőanyag áramlását.
Az illesztési hézagok megtervezésekor ne feledje, hogy a forrasztott illesztések forrasztási hőmérsékleten készülnek, nem pedig szobahőmérsékleten. Vegye figyelembe az egyesítendő fémek hőtágulási együtthatóját, különösen olyan csőszerelvényeknél, amelyekben különböző fémeket kötnek össze.
Az, hogy mekkora engedményt kell tennie a tágulás és összehúzódás miatt, az egyesítendő fémek jellegétől és méretétől, valamint a kötés kialakításától függ. Bár sok változó játszik szerepet az egyes helyzetekre vonatkozó pontos hézagtűrések meghatározásában, tartsa szem előtt ezt az elvet: A különböző fémek különböző mértékben tágulnak melegítés hatására.
Az illesztéssel kapcsolatos további információkért látogasson el a www.lucasmilhaupt.com weboldalra.
2. lépés: Tisztítsa meg a fémeket.
A kapilláris hatás csak tiszta fémfelületek esetén működik megfelelően. Ha olajjal, zsírral, rozsdával, vízkővel vagy szennyeződéssel vannak bevonva, el kell távolítania ezeket a szennyeződéseket, különben akadályt képeznek az alapfémfelületek és a forrasztóanyagok között.
A fém alkatrészek tisztítása ritkán bonyolult, de a megfelelő sorrendben kell elvégeznie. Először az olajat és a zsírt kell eltávolítani, mert a rozsda és a vízkő eltávolítását célzó savas pácoldat nem fog működni a zsíros felületen. Kezdje az olaj és a zsír eltávolításával. Ezt a legtöbb esetben vagy úgy teheti meg, hogy az alkatrészeket megfelelő zsírtalanító oldószerbe mártja, vagy gőzzel zsírtalanítja, vagy lúgos vagy vizes tisztítással. Ha a fémfelületek oxiddal vagy vízkővel vannak bevonva, akkor ezeket a szennyeződéseket kémiai vagy mechanikai úton távolíthatja el. Vegyszeres eltávolításhoz használjon savas pácolásos kezelést. Győződjön meg arról, hogy a vegyszerek kompatibilisek a tisztítandó nem nemesfémekkel, és hogy a résekben vagy vakfuratokban nem maradnak savnyomok. A mechanikai eltávolítás csiszolótisztítást igényel.
Főleg javítóforrasztásnál, ahol az alkatrészek nagyon szennyezettek vagy erősen rozsdásak lehetnek, a tisztítási folyamatot felgyorsíthatja csiszolókendő, csiszolókorong, reszelő vagy szemcseszórás használatával, amelyet öblítés követ. Miután az alkatrészek alaposan megtisztultak, a lehető leghamarabb folyósítsa és forrasztassa őket, hogy csökkentse a felületek újbóli szennyeződésének esélyét a gyári por vagy a kezelés során lerakódott testolajok által.
Ne feledje, hogy bizonyos tisztítóközegek maradványt hagynak és beágyazódnak a felületbe, így az kenhetetlenné válik.
3. lépés: Fluxolja az alkatrészeket.
A fluxus egy kémiai vegyület, amelyet a forrasztás előtt a kötési felületekre alkalmaznak. Használata néhány kivételtől eltekintve elengedhetetlen a légköri forrasztás során. Ennek oka, hogy a fémfelület melegítése felgyorsítja az oxidképződést, amely a forró fém és a levegő oxigénje közötti kémiai reakció eredménye. Ha nem akadályozza meg ezeknek az oxidoknak a kialakulását, akkor ezek meggátolják, hogy a keményforrasztó töltőfém megnedvesedjen és a felülethez kapcsolódjon.
A folyósítószer bevonata a kötési területen megvédi a felületeket a levegőtől, megakadályozva az oxidképződést. Emellett feloldja és felszívja a hevítés során keletkező vagy a tisztítás során nem teljesen eltávolított oxidokat.
A folyasztófolyadékot bármilyen módon felviheti a kötésre, amennyiben teljesen befedi a kötési felületeket. A fluxust hagyományosan paszta formájában készítik, ezért általában a legkényelmesebb ecsettel felhordani. A gyártási mennyiségek növekedésével azonban hatékonyabb lehet a fluxus mártással történő felvitele: a nagy viszkozitású fluxus előre kimért mennyiségének adagolása egy felhordópisztolyból.
Tipikusan a fluxust lehetőleg közvetlenül a forrasztás előtt kell felhordani, hogy minél kevesebb ideje legyen kiszáradni és leperegni, vagy lekopni az alkatrészekről a kezelés során. Válasszon olyan fluxust, amelyet a forrasztási alkalmazás speciális fémjeihez, hőmérsékletéhez és körülményeihez állítottak össze.
4. lépés: Összeszerelés a forrasztáshoz.
Mihelyt az alkatrészeket megtisztította és fluxusozta, tartsa őket a forrasztáshoz szükséges helyzetben. Ügyeljen arra, hogy a fűtési és hűtési ciklusok során a megfelelő helyzetben maradjanak, hogy a kapilláris hatás elvégezhesse a munkáját. Ha az alkatrészek alakja és súlya lehetővé teszi, a legegyszerűbben a gravitáció segítségével tarthatja őket együtt.
A gravitációt plusz súly hozzáadásával is segítheti, feltéve, hogy nem ad hozzá túl sokat. Ha túl nagy súlyt ad hozzá, előfordulhat, hogy a hézagok nem maradnak meg, és a forrasztóanyag kiszorulhat az illesztési területről. Ne feledje azt sem, hogy a súly hozzáadása növeli az alkatrészek tömegét, és ez megnöveli az alkatrészek forrasztási hőmérsékletre emeléséhez szükséges időt.
5. lépés: A szerelvény forrasztása.
A tényleges forrasztás során a szerelvényt forrasztási hőmérsékletre melegítjük, és a töltőanyagot átfolyatjuk a kötésen. Ügyeljen arra, hogy amikor a szerelvényt forrasztási hőmérsékletre melegíti, ne melegítse az alapanyagok olvadáspontjáig.
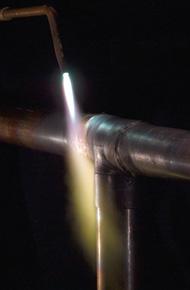
Először a melegítési folyamat: A forrasztásnál a hőt nagyjából az alapfémekre kell alkalmazni. Ha kis méretű szerelvényt forraszt, akkor az egész szerelvényt a forrasztóanyag folyáspontjáig melegítheti. Ha nagyméretű szerelvényt forraszt, melegítsen széles területet a kötés körül. Egyetlen szerelvény forrasztásához leggyakrabban kézi fáklyát használnak. Különböző tüzelőanyagok – földgáz, acetilén, propán, propilén – égethetők oxigénnel vagy levegővel. Ne feledje, hogy a szerelvényben lévő mindkét fémet a lehető legegyenletesebben kell melegíteni, hogy egyszerre érjék el a forrasztási hőmérsékletet. A fáklyát mindig tartsa mozgásban, és ne melegítse közvetlenül a forrasztási területet.
Az egyenetlen felmelegedés elkerülése érdekében figyelje a fluxust. Ha a megjelenése egyenletesen változik, akkor az alkatrészek egyenletesen melegednek.
Mihelyt a szerelvényt forrasztási hőmérsékletre melegítette, készen áll a töltőfém lerakására. Kézi forrasztás esetén óvatosan tartsa a rudat vagy drótot az illesztési területhez. A felmelegített szerelvény leolvasztja a töltőfém egy részét, amely a kapilláris hatás révén azonnal az egész kötési területen végighúzódik. Lehet, hogy a folyás javítása érdekében a töltőfémrúd végére – körülbelül 2-3 hüvelyknyi – némi folyósítószert kell adagolnia. A fluxus hozzáadása történhet ecsettel vagy a rúd fluxusba mártásával. Nagyobb alkatrészeknél, amelyek hosszabb fűtési időt igényelnek, vagy ha a folyasztóanyag oxiddal telítődött, friss folyasztóanyag hozzáadása a töltőanyaghoz segít javítani a folyást és a töltőanyag behatolását a kötési területre.
Vigyázzon: Az olvadt forrasztóanyag hajlamos a magasabb hőmérsékletű területek felé folyni. A felmelegített szerelvényben a külső alapfémfelületek kissé forróbbak lehetnek, mint a belső kötési felületek. Ügyeljen arra, hogy a töltőfém közvetlenül a kötés mellé kerüljön. Ha a kötéstől távolabb helyezi el, akkor a forró felületek fölött hajlamos lesz lemezesedni, ahelyett, hogy a kötésbe áramlana. Az is a legjobb, ha a szerelvénynek azt az oldalát melegíti, amelyik szemben van azzal a ponttal, ahová a töltőfém adagolását végzi. A töltőfém hajlamos lesz követni azt a helyet, ahol a legintenzívebb a hő.
6. lépés: Tisztítsa meg a forrasztott kötést.
Az összeszerelést a forrasztás után tisztítsa meg. Mivel a legtöbb forrasztófolyadék maró hatású, a tisztítás elengedhetetlen. A tisztítás általában kétlépcsős művelet:
- Távolítsa el a folyasztószer-maradványokat.
- Távolítsa el a forrasztási folyamat során keletkezett oxidkőzetet pácolással.
Mivel a legtöbb forrasztószer vízben oldódik, a maradékokat a szerelvény forró vízben (120 fokos vagy annál melegebb) történő kioltásával távolíthatja el. Merítse be a szerelvényt, amíg még forró, de győződjön meg róla, hogy a töltőanyag teljesen megszilárdult az oltás előtt. Az üvegszerű fluxusmaradványok általában megrepednek és lepattognak. Ha kissé makacsok, enyhén kefélje le őket drótkefével, miközben a szerelvény még a forró vízben van.
Nehézséget okozhat a folyasztószer eltávolítása, ha kezdetben nem használt eleget, vagy ha túlmelegítette az alkatrészeket forrasztás közben. Ekkor a folyasztószer teljesen telítődik oxidokkal, és általában zöld vagy fekete színűvé válik. Ebben az esetben a fluxust enyhe savas oldattal kell eltávolítani.
Azt követően, hogy megszabadult a fluxustól, pácoló oldattal távolítsa el az oxidokat, amelyek a forrasztás során a fluxussal nem védett területeken maradtak. Általában a legjobb pácot az Ön által használt forrasztóanyag gyártója ajánlja.
Gary DeVries piaci elemző és Creed Darling forrasztási alkalmazásmérnök a Lucas-Milhaupt Inc. vállalatnál (5656 S. Pennsylvania Ave., Cudahy, WI 53110, 414-769-6000, fax 414-769-1093, www.lucasmilhaupt.com.