Fémszerkezeti rajzok értelmezése
A barázdahegesztés akkor használatos, ha az alkatrészek ugyanabban a síkban találkoznak. Ezeket a varratokat tompa kötésben alkalmazzák, és lehet, hogy hegesztés előtt előkészítéssel vagy anélkül. Ez az oka annak, hogy többféle horonyhegesztési szimbólum létezik.

A hornyok szimbólumai szinte azonosak az őket ábrázoló szimbólumokkal.
Amikor a hegesztést csak az illesztés egyik oldalán kell alkalmazni, akkor azt egyetlen horonyhegesztésnek nevezzük. Az alábbiakban például az egyetlen V hornyos hegesztés szimbóluma látható a másik oldalon. Minden egyhornyú hegesztést teljes hézagbehatolásnak (CJP) kell tekinteni, hacsak nincs másként megadva.

Ha egy hegesztést a hézag mindkét oldalán alkalmazni kell, akkor azt kettős hornyú hegesztésnek nevezzük. Az alábbiakban például egy kettős ferde horonyhegesztés hegesztési szimbóluma látható.
Az egyszerű horonyhegesztés és a kettős horonyhegesztés elmélete az összes horonyhegesztési szimbólumra lefordítható. Felesleges lenne újraalkotni az összes ilyen képet.
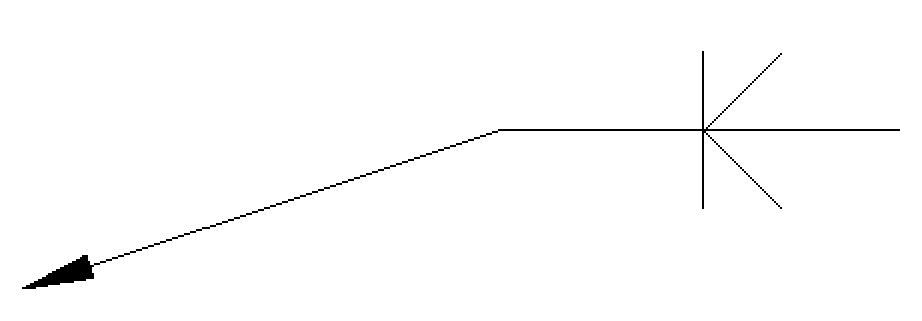
 Mire utalnak ezek a szimbólumok?
Mire utalnak ezek a szimbólumok?
Némely esetben a nyílban egy kocogás látható. Ezt hívják a nyílban lévő törésnek, amely kijelöli, hogy az ízület melyik oldalán kell elvégezni az előkészítést. Ha például az illesztés bal oldalán egyetlen ferdítést kell alkalmazni, akkor a törött nyíl kifejezetten az illesztésnek erre az oldalára mutat.

Ha nem lenne jelző nyíl, akkor a hegesztő vagy a szerelő saját tudása szerint választaná ki, hogy melyik oldalt kell előkészíteni. Ez problémát jelenthet, ha egy mérnöknek különleges igényei vannak az alkatrészre vagy a hegesztésre vonatkozóan.
Kvíz
Rajzolja meg az alábbi hornyot ábrázoló szimbólumot, és nevezze el (ne felejtse el megadni, hogy a kötés melyik oldalát készíti el):


Rajzolja meg az alábbi V alakú horony szimbólumát a másik oldalon:
A horonyhegesztés méretezése
A horonyhegesztéshez több méret is hozzáadható, ha szükséges. Ilyen lehet a horonyszög, a gyökérnyílás, a horony sugara, a horonykészítés mélysége és a horonyvarrat mérete. Előfordul, hogy ezek az információk egyáltalán nem szerepelnek. Ez azt jelenti, hogy a hegesztő belátására van bízva, hogyan készíti elő és hegeszti az alkatrészt.
A horonyszög fokban van megadva, és az egész hornyot magában foglalja, ha V horonyról van szó, akkor az egyik horonyfelülettől a másikig terjedő méret lesz. Ez összetéveszthető a ferdeszöggel. A ferdeszög a V alakú hornyoknak csak az egyik fele. Ez a dimenzió magában a hegesztési szimbólumban van feltüntetve. Lehetőség van két különböző szögre, ha dupla hornyos hegesztésre alkalmazza. A nyílnak és a másik oldalnak nem feltétlenül kell megegyeznie a szögek tekintetében.

A horonyvarrat a leggyakoribb varrat, amelynek gyökérnyílása van. Ez egy előre meghatározott rés a két hegesztendő tag között. Nem mindig van gyökérnyílás, és ez a dimenzió elhagyható a hegesztési szimbólumból. Gyakori, hogy gyökérnyílást helyeznek el egy alkatrészen a teljes behatolás vagy akár az átolvadás biztosítása érdekében. Az átolvadás szimbólum a kiegészítő hegesztési szimbólumokban szerepel.

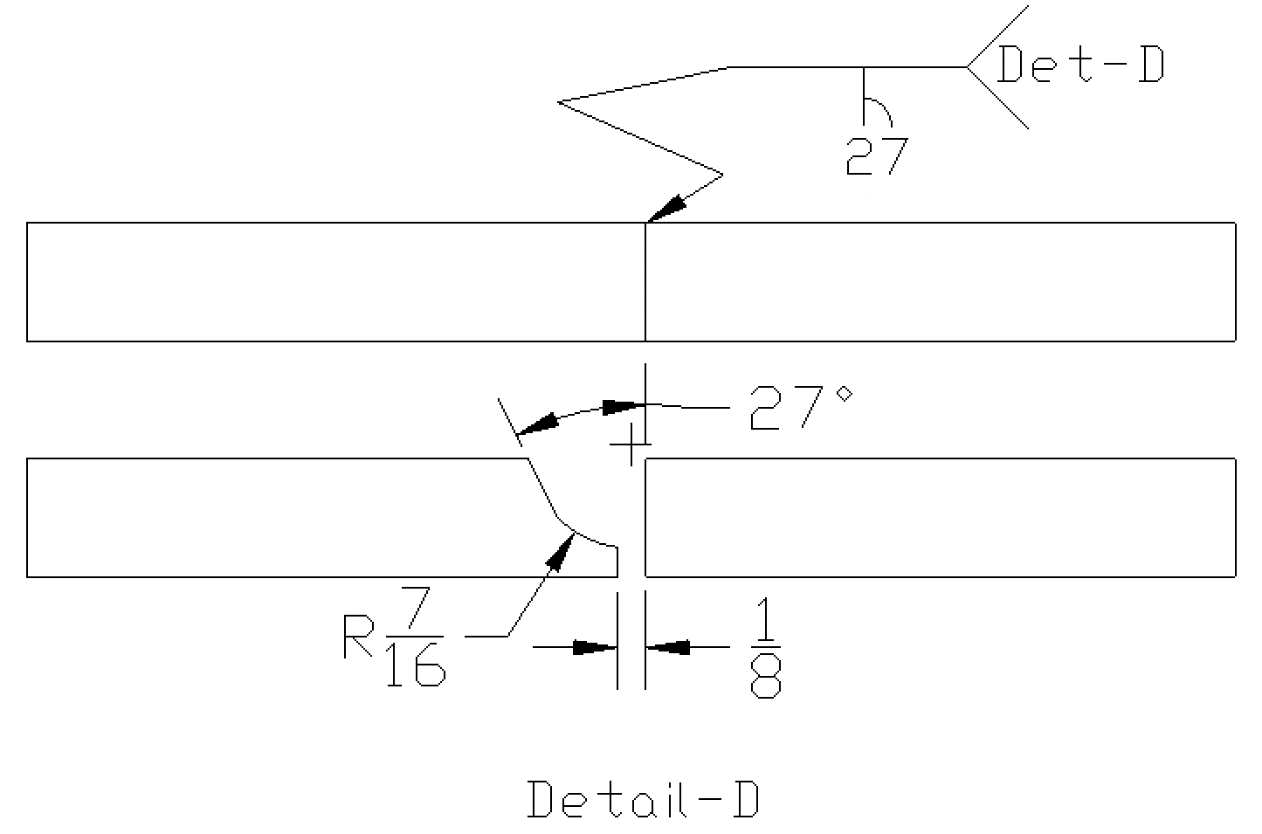
Az U és J előkészítésekhez társuló gyökérnyílások meglehetősen speciális hegesztési varratok. Ezek a hegesztések, ha megfelelő szabványok szerint készülnek, a horony, valamint a gyökérfelület meghatározott sugarával vannak megmunkálva. Ezeket a méreteket egy részlet- vagy metszetnézetben kell feltüntetni, amelyet a hegesztési szimbólum farában jegyeznek fel.
A horony előkészítésénél ki lehet kérni, hogy milyen mélyen kell elkészítenie az alkatrészt. Ezt nevezzük horonymélységnek. A V- hornyok, a j- hornyok és az u- hornyok a leggyakrabban mélységre méretezett hegesztések. Bár ez nem jelenti azt, hogy nem lehet másra is alkalmazni. A méret a hegesztési szimbólum bal oldalán jelenik meg.

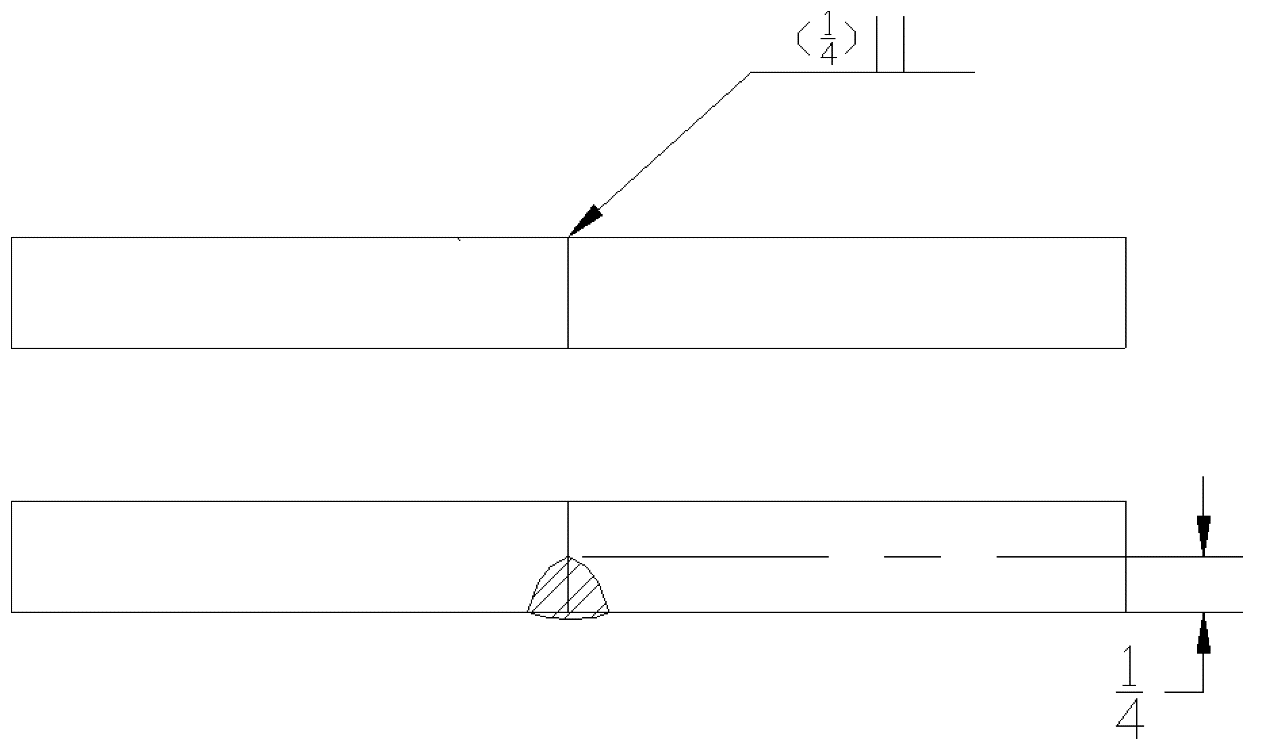
Amint egyre több elemet kezdünk hozzáadni, a szimbólumok meglehetősen bonyolult kinézetűvé válnak. A legegyszerűbb, ha lelassítunk, és minden egyes darabot megnézünk, és alkalmazzuk a tanultakat. Például az alábbi hegesztés egy V-hornyos hegesztés a másik oldalon. Ennek a hegesztésnek ½ hüvelykes horonymélysége, 1/16 hüvelykes gyökérnyílása és 90 fokos horonyszöge van.

Ahol nem az alkatrész teljes mélységét elérő horonymélységet használunk, ott a gyökérnél egy lapos területet hagyunk. Ezt a területet nevezzük gyökérfelületnek. Egy gyakoribb kifejezés, amit hallani fog, a föld. A fenti ábrán ½ hüvelykes horonymélységgel és ¾ hüvelykes alkatrésszel rendelkezünk. Ez egy ¼ hüvelykes gyökérfelületet hagy nekünk.
A horonyhegesztéshez gyakran kapcsolódik a hegesztési méret. Ez a hegesztési méret a behatolási mélység, amelyet a hegesztés alkalmazásakor kapunk. A hegesztés alkalmazásakor az alkatrész gyökerébe kell beleolvadnunk, így a hegesztésünknek nagyobb méretűnek kell lennie, mint az illesztés előkészítése. Ez a méret a hegesztési szimbólum bal oldalán fog megjelenni. A horonymélységgel párosítva a hegesztési méret zárójelben lesz. Ha nem jelenik meg a hegesztési méret, akkor a hegesztésnek teljes illesztésnek kell lennie.

A horonykészítés mélységét mutató, de a hegesztési méret nem jelenik meg. A varrat nem lehet kisebb, mint az előkészítés mélysége. Ha nem legalább ekkora méretű hegesztést végzett, akkor nem végzett megfelelő olvadást, vagy a hegesztés nem tölti ki a hornyot.

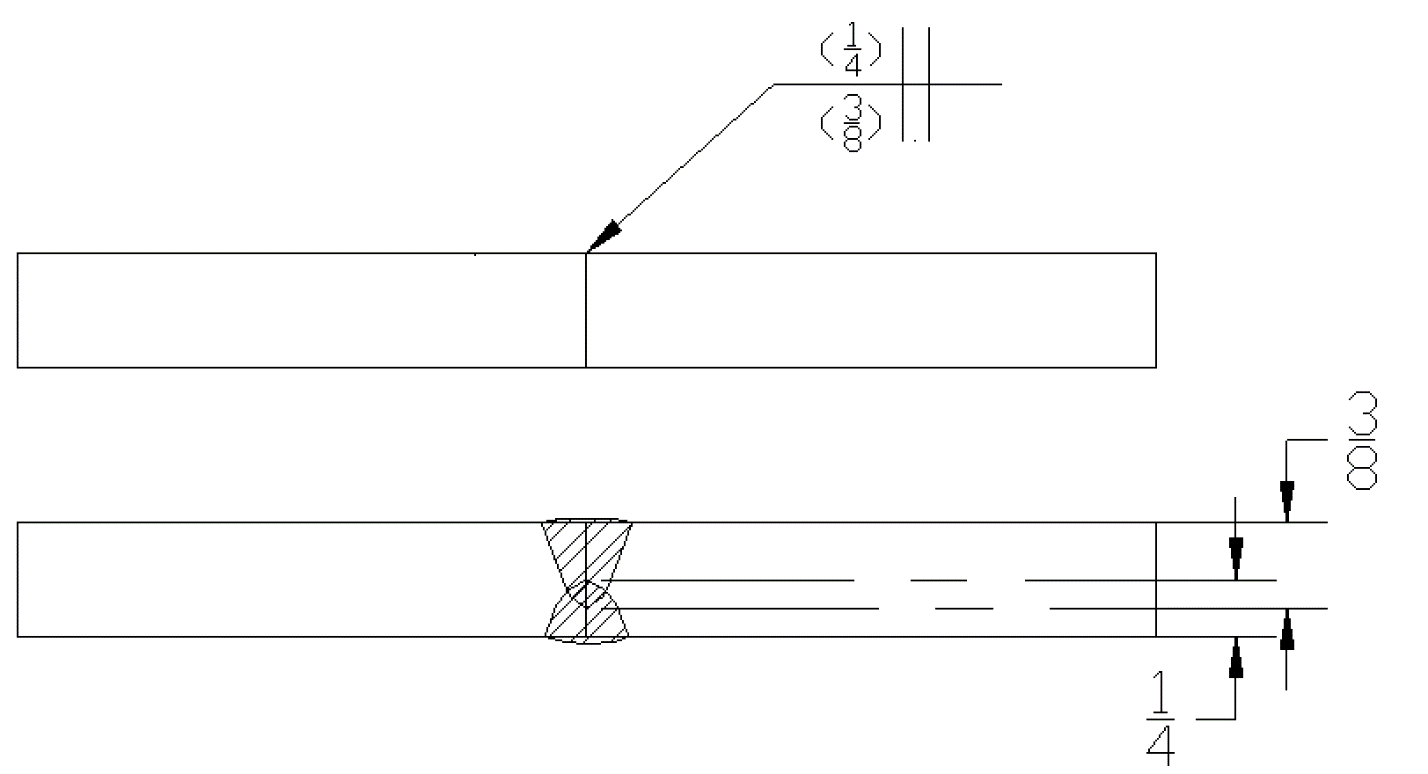
Vannak olyan esetek, amikor a méretek nem jelennek meg a hornyokon. Ha a varrat szimmetrikus, akkor a hegesztésnek teljes varratbehatolásnak kell lennie. Ez könnyen ábrázolható egy dupla V-hornyos hegesztésnél.
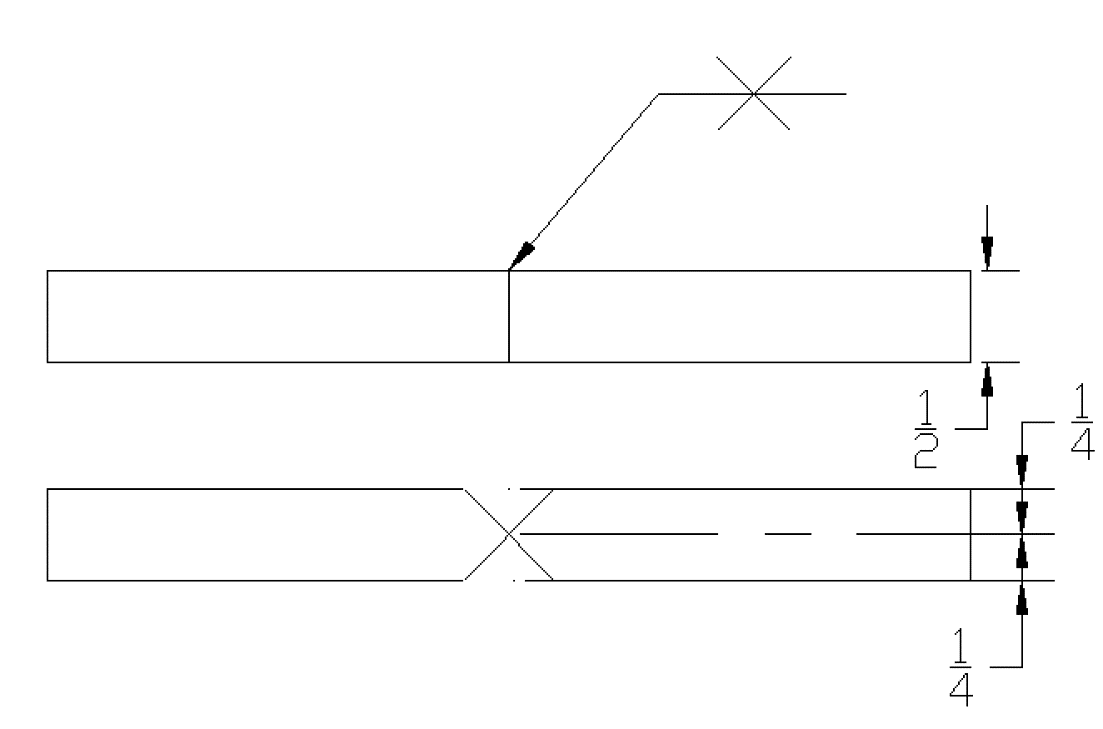
A fenti képen látható kettős V-hornyos hegesztés. Nincs feltüntetve a horonymélység, ezért a hegesztő belátása szerint az alkatrészeket mindkét oldalon ¼ inch-re készítik elő, hogy szimmetrikus illesztést hozzanak létre.
Ha olyan kettős horonnyal dolgozunk, amelynek mindkét oldalán azonosak a méretek, akkor a referenciavonal mindkét oldalán fel kell tüntetni a méreteket. Ez azért fontos, mert ha az egyik méret kimarad, ismeretlen méret keletkezik, és ez veszélyeztetheti a hegesztést.

Vannak olyan esetek is, amikor a hegesztésnek nem kell a horony mélységébe hatolnia. Ennek legegyszerűbb módja az lenne, ha a hegesztési szimbólum bal oldalán egy olyan hegesztési méretméretet helyeznénk el, amely kisebb méretű, mint az anyagvastagság.
Ez előfordulhat, hogy mindkét oldalra hegesztést alkalmazunk annak érdekében, hogy a horony vastagságán való áthatolást az alkatrész előkészítése nélkül érjük el. Ez a hegesztéshez használt eljárástól függően kisebb anyagvastagságra korlátozódik.
A két, ferde és V alakú hornyot is magában foglaló hornyok nagyon gyakoriak lesznek a lemezekkel való munka során, valamint akkor, ha olyan csövekhez készülnek hegesztések, amelyek sarkai nagy sugarúak lehetnek. Ez meglehetősen gyakori a ¼” vagy annál vastagabb csöveknél. Ha fémlemezzel dolgozunk, gyakori, hogy egy ilyen típusú kötést készítünk, hogy az alkatrészeket összeolvaszthassuk. Töltőanyag használata helyett az anyag, amelyből a ferde fugát készítik, rendelkezhet egy kb. 1/8″-os lábbal, és ez pótolja a töltőanyagot.
Az említett szimbólumok bármelyikének használatakor fontos tudni a különbséget a horony mélységének elkészítése, valamint a hegesztési méret között. Hasonlóan a normál ferde vagy V-hez, a horony mélységének előkészítése a hegesztési szimbólumtól balra lesz, és a hegesztési mérettől is balra, amely zárójelben lesz feltüntetve. A hossz a hegesztési szimbólum jobb oldalán lévő dimenzióban adható hozzá.”

Hátvarrat, hátvarrat, felületi hegesztés
A hátvarrat vagy hátvarrat szimbólum mindkettőnél ugyanaz, a további információk megkülönböztetéséhez a farokban kell keresni.
Háthegesztésről akkor beszélünk, amikor a varratot a kötés hornyában hegesztik, majd ezt követi a gyökéroldalon alkalmazott hegesztés. Ezt leggyakrabban a CJP hornyok teljes behatolásának biztosítására használják. A hátsó hegesztést általában azután alkalmazzák, hogy a gyökeret lecsiszolták vagy kivájták, hogy megbizonyosodjanak arról, hogy a hegesztés elegendő anyagra készült. Ha megpróbáljuk megjegyezni a különbséget a hátsó és a hátsó hegesztés között, mindig vissza kell mennünk, hogy hátsó hegesztést végezzünk.
A hátsó hegesztést a horony gyökéroldalán végezzük annak érdekében, hogy a horonyban készítendő hegesztés ne olvadjon át a hátoldalon. Ez segíthet a CJP biztosításában is.

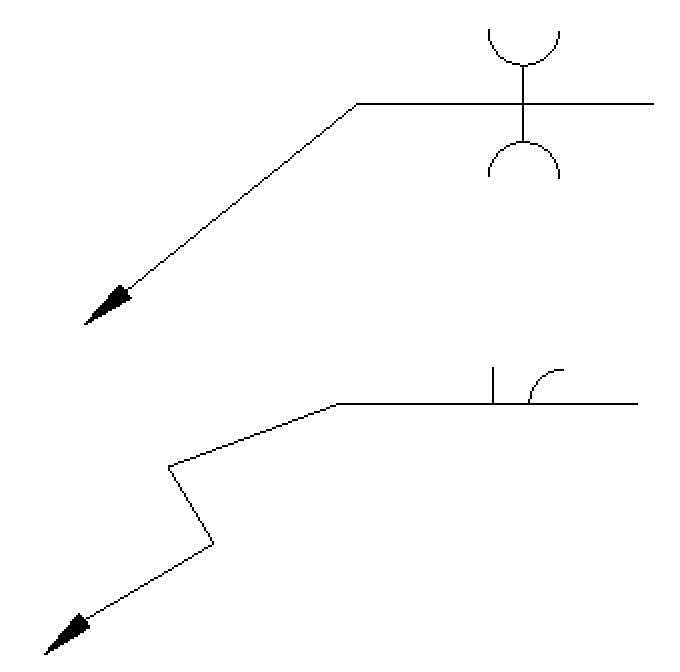
Az alábbiakban egy hátsó hegesztés ábrázolása látható.

Az alábbiakban egy hátsó hegesztés ábrázolása látható.
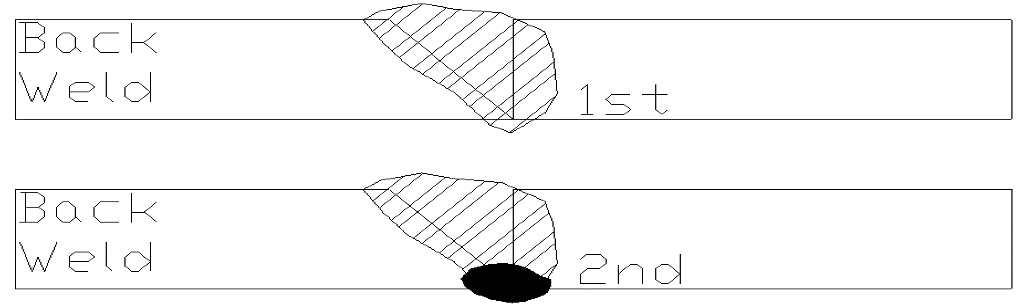
Van, amikor a farokrész kimarad a rajzból, és a farokrészben lesz egy megjegyzés, amely megmondhatja, hogy a hegesztéseket milyen sorrendben kell elkészíteni. Ez lehet olyan egyszerű, mint “a másik oldali hegesztés készül először”, vagy tartalmazhat olyan valódi kifejezéseket, mint “a másik oldali ferde horony hegesztése a nyíl felőli hátsó hegesztés előtt.”
Felületi hegesztések
A felületi hegesztéseket különböző okokból egy vagy több menetben végzik az alkatrészeken. Ilyen okok lehetnek például a kopott anyag felhalmozódása, az alkatrész kemény burkolása vagy az alkatrész méreteinek növelése. Ez a szimbólum csak a kötés nyilazott oldalán lehet. Fontos, hogy a nyíl pontosan oda mutasson, ahová a felületi hegesztést hozzá kell adni.

Ezek a hegesztések tartalmazhatnak egy hegesztési vastagságot, amely a hegesztési szimbólumtól balra helyezkedik el, és a szimbólumtól jobbra egy hosszúságot is mutathat. Az ilyen típusú hegesztésnél több mint valószínű, hogy a hegesztés méreteit tartalmazó részletnézet is megtalálható.
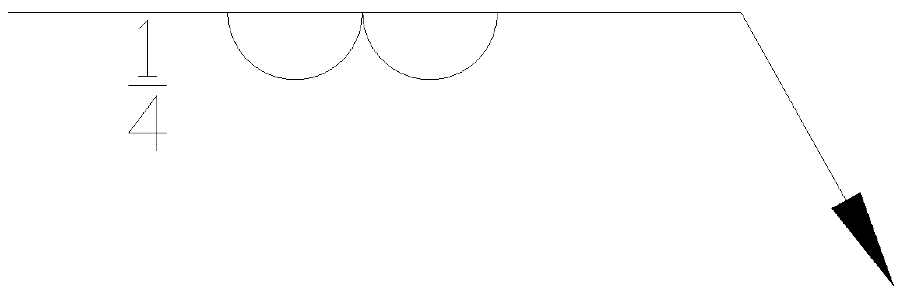
Ha egy felületi hegesztéshez több rétegre lehet szükség, ez a tervrajzon egy megjegyzésben szerepelhet, vagy a referenciavonalak alapján is meghatározható. Előfordulhat, hogy egynél több referenciavonal van, ami megadja a műveleti sorrendet. Például, ha egy hátsó hegesztésre gondol, ez a nyílhoz legközelebb eső referenciavonalon szerepelne, a horonyhegesztés pedig a második referenciavonalon.

A felszíni hegesztéseknél előfordulhat, hogy egy adott méretet kér az első réteg felhordásához, majd egy másik méretet a második vagy az azt követő rétegekhez. Ha van irányváltás, ez egy több referenciahegesztési szimbólum farában is megjeleníthető.

A felszíni hegesztés az alkatrész teljes hosszában végigfut, kivéve, ha van olyan méret, megjegyzés vagy más, ami azt jelzi, hogy nem teljes. Ez akkor is szerepet játszik, ha tengelyt vagy más kerek tárgyat hegesztenek. Egy kerek tárgynál az alkatrész hosszirányú (hosszú dimenzió) vagy oldalirányú (rövid dimenzió) helyett axiális (a tengely hossza) vagy körkörös (a tengely körül.) Ha egy hegesztést tengelyen vagy más kerek alkatrészen fogunk végezni, ezt ki kell mondani, különben helytelen eljárást alkalmazhatunk.
