6 kroków do udanego lutowania
Złącze lutowane w zasadzie może „zrobić się samo” – działanie kapilarne, bardziej niż umiejętności operatora, zapewnia rozprowadzenie metalu wypełniającego do złącza.
Prawdziwe umiejętności leżą w projekcie i inżynierii złącza, ale nawet prawidłowo zaprojektowane złącze może się źle skończyć, jeśli nie przestrzega się właściwych procedur lutowania. Procedury te sprowadzają się do sześciu podstawowych kroków. Chociaż są one zazwyczaj proste do wykonania, żaden z nich nie powinien być pominięty.
Krok 1: Zapewnienie dobrego dopasowania i odpowiednich odstępów.
Lutowanie wykorzystuje działanie kapilarne do rozprowadzania stopionego metalu wypełniacza pomiędzy powierzchniami metali podstawowych. Dlatego podczas lutowania należy zachować odstęp pomiędzy metalami bazowymi, aby umożliwić najbardziej efektywne działanie kapilarne. W prawie wszystkich przypadkach oznacza to niewielki prześwit. Optymalna szczelina dla większości spoiw wynosi 0,0015 cala, ale typowe szczeliny wahają się od 0,001 do 0,005 cala.
W codziennym lutowaniu, szczeliny nie muszą być zbyt dokładne, aby uzyskać wystarczająco mocne połączenie. Działanie kapilarne działa w zakresie luzów, więc masz pewien margines swobody. W codziennej praktyce warsztatowej, łatwe dopasowanie ślizgowe zazwyczaj zapewnia odpowiednie połączenie lutowane pomiędzy dwoma częściami rurowymi. Należy pamiętać, że ogólnie rzecz biorąc, wraz ze wzrostem luzu zmniejsza się wytrzymałość połączenia. Działanie kapilarne ustaje około 0,012 cala. W przypadku łączenia dwóch płaskich części, można oprzeć jedną na drugiej. Kontakt metal-metal jest wszystko luz zazwyczaj trzeba, ponieważ średnia frezowanie metali zapewnia wystarczającą chropowatość powierzchni do tworzenia ścieżek kapilarnych dla przepływu stopionego metalu wypełniacza. Wysoko polerowane powierzchnie, z drugiej strony, mają tendencję do ograniczania przepływu metalu wypełniacza.
Przy planowaniu luzów złącza, należy pamiętać, że połączenia lutowane są wykonane w temperaturach lutowania, a nie w temperaturze pokojowej. Należy wziąć pod uwagę współczynnik rozszerzalności cieplnej łączonych metali, szczególnie w przypadku połączeń rurowych, w których łączone są metale niepodobne.
Jak duży powinien być zapas na rozszerzanie i kurczenie zależy od rodzaju i wielkości łączonych metali oraz konfiguracji połączenia. Chociaż w określaniu dokładnych tolerancji luzu dla każdej sytuacji bierze udział wiele zmiennych, należy pamiętać o następującej zasadzie: Różne metale rozszerzają się w różnym tempie po podgrzaniu.
Aby uzyskać więcej informacji na temat dopasowania, odwiedź stronę www.lucasmilhaupt.com.
Krok 2: Wyczyść metale.
Akcja kapilarna działa prawidłowo tylko w przypadku czystych powierzchni metalowych. Jeżeli są one pokryte olejem, smarem, rdzą, zgorzeliną lub brudem, należy usunąć te zanieczyszczenia, gdyż w przeciwnym razie utworzą one barierę pomiędzy powierzchniami metali nieszlachetnych a materiałami lutowniczymi.
Czyszczenie części metalowych rzadko jest skomplikowane, ale należy to robić w odpowiedniej kolejności. Olej i smar powinny być usunięte jako pierwsze, ponieważ roztwór kwaśnego ogórka mający na celu usunięcie rdzy i kamienia nie będzie działał na tłustej powierzchni. Zacznij od pozbycia się oleju i smaru. W większości przypadków można to zrobić poprzez zanurzenie części w odpowiednim rozpuszczalniku odtłuszczającym, odtłuszczanie parowe lub czyszczenie alkaliczne albo wodne. Jeśli powierzchnie metalowe są pokryte tlenkiem lub zgorzeliną, można usunąć te zanieczyszczenia chemicznie lub mechanicznie. W celu usunięcia chemicznego należy użyć kwaśnego wytrawiacza. Należy upewnić się, że środki chemiczne są kompatybilne z czyszczonymi metalami nieszlachetnymi i że w szczelinach lub ślepych otworach nie pozostały ślady kwasu. Usuwanie mechaniczne wymaga czyszczenia ściernego.
Szczególnie w lutowaniu naprawczym, gdzie części mogą być bardzo brudne lub mocno zardzewiałe, można przyspieszyć proces czyszczenia za pomocą szmatki, tarczy szlifierskiej, pilnika lub piaskarki, a następnie operacji płukania. Gdy części są już dokładnie oczyszczone, należy je jak najszybciej zalać topnikiem i polutować, aby zmniejszyć prawdopodobieństwo ponownego skażenia powierzchni przez pył fabryczny lub oleje odkładające się podczas przenoszenia.
Należy pamiętać, że niektóre środki czyszczące pozostawią osad i osadzą się na powierzchni, uniemożliwiając jej zwilżenie.
Krok 3: Zalanie części topnikiem.
Luks jest związkiem chemicznym nakładanym na powierzchnie złącza przed lutowaniem. Jego użycie, z kilkoma wyjątkami, jest niezbędne w procesie lutowania atmosferycznego. Dzieje się tak, ponieważ nagrzewanie powierzchni metalu przyspiesza tworzenie się tlenków, co jest wynikiem reakcji chemicznej pomiędzy gorącym metalem a tlenem znajdującym się w powietrzu. Jeśli nie zapobiegniesz tworzeniu się tych tlenków, będą one hamować zwilżanie i łączenie się lutu z powierzchniami.
Powłoka topnika na obszarze złącza osłania powierzchnie przed powietrzem, zapobiegając tworzeniu się tlenków. Rozpuszcza ona również i pochłania tlenki, które powstają podczas ogrzewania lub które nie zostały całkowicie usunięte w procesie czyszczenia.
Można nakładać topnik w dowolny sposób na złącze, pod warunkiem, że pokryje on całkowicie powierzchnie złącza. Topnik jest konwencjonalnie produkowany w postaci pasty, więc zwykle najwygodniej jest nakładać go pędzlem. Jednak wraz ze wzrostem wielkości produkcji bardziej efektywne może być nakładanie topnika metodą zanurzeniową: dozowanie odmierzonej ilości topnika o wysokiej lepkości z pistoletu do nakładania.
Typowo, jeśli to możliwe, topnik nakłada się tuż przed lutowaniem, aby miał jak najmniej czasu na wyschnięcie i złuszczenie się lub oderwanie od części podczas przenoszenia. Wybierz topnik, który jest przeznaczony do konkretnych metali, temperatur i warunków lutowania.
Krok 4: Montaż do lutowania.
Jak już części są oczyszczone i pokryte topnikiem, przytrzymaj je w pozycji do lutowania. Upewnij się, że pozostaną w prawidłowym ułożeniu podczas cykli grzania i chłodzenia, aby działanie kapilarne mogło wykonać swoją pracę. Jeśli kształt i waga części na to pozwalają, najprostszym sposobem na utrzymanie ich razem jest grawitacja.
Możesz również wspomóc grawitację poprzez dodanie dodatkowego ciężaru, o ile nie dodasz go zbyt wiele. Jeśli dodasz zbyt dużo ciężaru, luzy mogą nie zostać zachowane, a metal lutowniczy może zostać wypchnięty z obszaru złącza. Pamiętaj również, że dodanie ciężaru do części zwiększa ich masę, a to z kolei wydłuża czas potrzebny na podniesienie ich do temperatury lutowania.
Krok 5: Lutowanie zespołu.
Rzeczywiste lutowanie polega na podgrzaniu zespołu do temperatury lutowania i przepuszczeniu metalu wypełniającego przez złącze. Podczas podgrzewania zespołu do temperatury lutowania należy pamiętać, aby nie podgrzewać go do temperatury topnienia materiałów podstawowych.
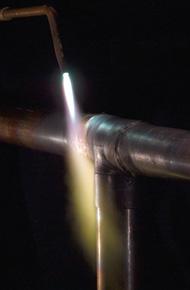
Po pierwsze, proces podgrzewania: Podczas lutowania twardego należy przykładać ciepło szeroko do metali podstawowych. Jeśli lutujesz mały zespół, możesz podgrzać cały zespół do punktu płynięcia metalu wypełniającego. W przypadku lutowania dużych zespołów należy ogrzewać szeroki obszar wokół złącza. Do lutowania pojedynczych zespołów najczęściej używa się palnika ręcznego. Różne paliwa – gaz ziemny, acetylen, propan, propylen – mogą być spalane z tlenem lub powietrzem. Należy pamiętać, że oba metale w zespole powinny być podgrzewane tak równomiernie, jak to możliwe, aby osiągnęły temperaturę lutowania w tym samym czasie. Utrzymuj palnik w ruchu przez cały czas i nie ogrzewaj bezpośrednio obszaru lutowania.
Aby zapobiec nierównomiernemu nagrzewaniu, obserwuj topnik. Jeśli jego wygląd zmienia się równomiernie, części są podgrzewane równomiernie.
Po podgrzaniu zespołu do temperatury lutowania, można przystąpić do nakładania metalu wypełniającego. W przypadku lutowania ręcznego należy ostrożnie przytrzymać pręt lub drut przy obszarze złącza. Podgrzany zespół stopi część metalu wypełniającego, który zostanie natychmiast przyciągnięty przez działanie kapilarne w całym obszarze złącza. Możesz dodać trochę topnika do końca pręta wypełniacza – około 2 do 3 cali – aby poprawić przepływ. Topnik można dodawać pędzlem lub zanurzając pręt w topniku. W przypadku większych części, które wymagają dłuższego czasu nagrzewania, lub gdy topnik został nasycony tlenkiem, dodanie świeżego topnika na metal wypełniający pomoże poprawić przepływ i penetrację metalu wypełniającego w obszarze złącza.
Bądź ostrożny: stopiony metal wypełniający ma tendencję do spływania w kierunku obszarów o wyższej temperaturze. W nagrzanym zespole, zewnętrzne powierzchnie metalu bazowego mogą być nieco gorętsze niż wewnętrzne powierzchnie złącza. Należy uważać, aby nakładać metal wypełniający bezpośrednio przy złączu. W przypadku nakładania go z dala od złącza, będzie on miał tendencję do odkładania się na gorących powierzchniach, zamiast spływać do złącza. Najlepiej jest również podgrzać stronę zespołu po przeciwnej stronie niż punkt, w którym podajesz wypełniacz. Wypełniacz będzie miał tendencję do podążania tam, gdzie ciepło jest najbardziej intensywne.
Krok 6: Wyczyść lutowane połączenie.
Po wylutowaniu zespołu należy go wyczyścić. Ponieważ większość topników lutowniczych jest korozyjna, czyszczenie jest niezbędne. Czyszczenie zazwyczaj składa się z dwóch etapów:
- Usuń pozostałości topnika.
- Usuń wszelkie zgorzeliny tlenkowe powstałe podczas procesu lutowania poprzez trawienie.
Ponieważ większość topników lutowniczych jest rozpuszczalna w wodzie, możesz usunąć pozostałości poprzez hartowanie zespołu w gorącej wodzie (120 stopni F lub gorętszej). Zanurz zespół, gdy jest jeszcze gorący, ale upewnij się, że metal wypełniacza zestalił się całkowicie przed hartowaniem. Szkłopodobne pozostałości topnika zazwyczaj pękają i łuszczą się. Jeśli są trochę uparty, wyszczotkować je lekko szczotką drucianą, gdy zespół jest nadal w gorącej wodzie.
Możesz mieć problemy z usunięciem topnika, jeśli nie używasz wystarczająco dużo na początku, lub jeśli przegrzano części podczas lutowania. Wtedy topnik staje się całkowicie nasycony tlenkami, zwykle zmieniając kolor na zielony lub czarny. W takim przypadku topnik należy usunąć łagodnym roztworem kwasu.
Po pozbyciu się topnika należy użyć roztworu trawiącego, aby usunąć tlenki, które pozostały w miejscach niezabezpieczonych topnikiem podczas procesu lutowania. Ogólnie rzecz biorąc, najlepsze wytrawiacze będą zalecane przez producenta materiałów lutowniczych, których używasz.
Gary DeVries jest analitykiem rynku, a Creed Darling jest inżynierem zastosowań w lutowaniu twardym w Lucas-Milhaupt Inc, 5656 S. Pennsylvania Ave., Cudahy, WI 53110, 414-769-6000, fax 414-769-1093, www.lucasmilhaupt.com.
Więcej informacji można znaleźć na stronie internetowej firmy.