6 passos para uma brasagem bem sucedida
 br>>>p>Uma junta brasada pode basicamente “fazer-se” – ação capilar, mais do que a habilidade do operador, assegura a distribuição de metal de enchimento na junta.
br>>>p>Uma junta brasada pode basicamente “fazer-se” – ação capilar, mais do que a habilidade do operador, assegura a distribuição de metal de enchimento na junta.
A verdadeira habilidade está no projeto e engenharia da junta, mas mesmo uma junta devidamente projetada pode acabar mal se você não seguir os procedimentos adequados de brasagem. Estes procedimentos se resumem a seis passos básicos. Embora sejam geralmente simples de executar, nenhum deve ser omitido.
Passo 1: Assegure um bom ajuste e folgas adequadas.
Brazing usa ação capilar para distribuir o metal de enchimento fundido entre as superfícies dos metais base. Assim, quando você estiver soldando, mantenha uma folga entre os metais de base para permitir que a ação capilar funcione de forma mais eficaz. Em quase todos os casos, isto significa uma folga próxima. A folga ideal para a maioria dos metais de preenchimento é de 0,0015 polegadas, mas as folgas típicas variam de 0,001 a 0,005 in.
Na brasagem diária, as folgas não precisam ser muito precisas para se obter uma junta suficientemente forte. A ação capilar opera em uma gama de folgas, de modo que você tem uma certa margem de manobra. Na prática diária da loja, um deslizamento fácil normalmente produzirá uma junta soldada adequada entre duas partes tubulares. Tenha em mente que geralmente, à medida que a folga aumenta, a força da articulação diminui. A ação capilar pára em torno de 0,012 pol. Se você estiver unindo duas partes planas, você pode descansar uma em cima da outra. O contato metal-metal é toda a folga que você normalmente precisará, pois o acabamento médio dos metais proporciona rugosidade de superfície suficiente para criar caminhos capilares para o fluxo do metal de enchimento fundido. Por outro lado, superfícies altamente polidas tendem a restringir o fluxo de metal de enchimento.
Quando você estiver planejando suas folgas de junta, lembre-se que as juntas soldadas são feitas à temperatura de brasagem, não à temperatura ambiente. Leve em consideração o coeficiente de expansão térmica dos metais a serem unidos, particularmente com conjuntos tubulares nos quais metais diferentes são unidos.
Quanta tolerância de expansão e contração depende da natureza e tamanho dos metais a serem unidos e da configuração da junta. Embora muitas variáveis estejam envolvidas na identificação de tolerâncias exatas de folga para cada situação, tenha em mente este princípio: Diferentes metais expandem-se a diferentes taxas quando aquecidos.
Para mais informações sobre encaixe, visite www.lucasmilhaupt.com.
Passo 2: Limpe os metais.
Acção capilar funciona correctamente apenas com superfícies metálicas limpas. Se forem revestidos com óleo, graxa, ferrugem, escamas ou sujeira, você deve remover esses contaminantes ou eles formarão uma barreira entre as superfícies metálicas de base e os materiais de brasagem.
Limpar peças metálicas raramente é complicado, mas você tem que fazer isso na seqüência certa. Óleo e graxa devem ser removidos primeiro, porque uma solução ácida de picles destinada a remover ferrugem e incrustações não funcionará em uma superfície gordurosa. Comece por se livrar do óleo e da gordura. Na maioria dos casos você pode fazer isso mergulhando as peças em um solvente desengordurante adequado, por desengraxe a vapor, ou por limpeza alcalina ou aquosa. Se as superfícies metálicas forem revestidas com óxido ou escamas, você pode remover esses contaminantes química ou mecanicamente. Para a remoção química, utilize um tratamento com pickles ácidos. Certifique-se de que os produtos químicos são compatíveis com os metais de base a serem limpos e que não permanecem vestígios de ácido em fendas ou orifícios cegos. A remoção mecânica requer uma limpeza abrasiva.
Particularmente na brasagem de reparo, onde as peças podem estar muito sujas ou muito enferrujadas, você pode acelerar o processo de limpeza usando um pano esmerilado, mó ou lima ou jato de areia, seguido de uma operação de enxágüe. Uma vez que as peças estejam completamente limpas, flua e solda-as o mais rápido possível para reduzir a chance de recontaminação das superfícies por pó de fábrica ou óleos de corpo depositados através do manuseio.
Note que certos meios de limpeza deixarão um resíduo e o incorporarão na superfície, tornando-a não molhável.
Passo 3: Fluxo das peças.
Fluxo é um composto químico aplicado nas superfícies da junta antes da solda. A sua utilização, com algumas excepções, é essencial no processo de brasagem atmosférica. Isto porque o aquecimento de uma superfície metálica acelera a formação de óxidos, resultado de uma reação química entre o metal quente e o oxigênio no ar. Se você não impedir a formação desses óxidos, eles inibirão o metal de enchimento de brasagem de molhar e se ligar às superfícies.
Um revestimento de fluxo na área da junta protege as superfícies do ar, impedindo a formação de óxidos. Também dissolve e absorve quaisquer óxidos que se formem durante o aquecimento ou que não foram removidos completamente no processo de limpeza.
P>Pode aplicar fluxo de qualquer forma na junta, desde que cubra completamente as superfícies da junta. O fluxo convencionalmente é feito em pasta, por isso normalmente é mais conveniente pincelá-lo. Mas como as quantidades de produção aumentam, pode ser mais eficiente aplicar o fluxo por imersão: dispensando um depósito pré-medido de fluxo de alta viscosidade de uma pistola aplicadora.
Tipicamente, você aplica o fluxo imediatamente antes da brasagem, se possível, para que tenha o mínimo de tempo para secar e descascar ou ser derrubado das peças no manuseio. Escolha um fluxo que é formulado para os metais específicos, temperaturas e condições da sua aplicação de brasagem.
Passo 4: Monte para brasagem.
Após a limpeza e o fluxo das suas peças, mantenha-as em posição para a brasagem. Assegure-se de que elas permanecem no alinhamento correto durante os ciclos de aquecimento e resfriamento, para que a ação capilar possa fazer o seu trabalho. Se a forma e o peso das peças permitirem, a maneira mais simples de mantê-las juntas é por gravidade.
Você também pode ajudar a gravidade adicionando peso extra, desde que não adicione muito. Se você adicionar muito peso, suas folgas podem não ser mantidas, e o metal de enchimento de brasagem pode ser forçado para fora da área da articulação. Lembre-se também que adicionar peso às peças aumenta sua massa, e isso aumentará o tempo necessário para elevar as peças à temperatura de brasagem.
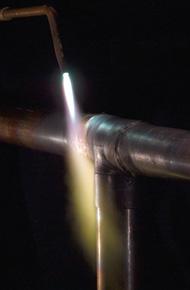
Passo 5: Brasagem do conjunto.
A brasagem real envolve o aquecimento do conjunto à temperatura de brasagem e o fluxo do metal de enchimento através da junta. Quando estiver aquecendo um conjunto à temperatura de brasagem, certifique-se de que não o aquece até o ponto de fusão dos materiais de base.
Primeiro, o processo de aquecimento: No brasagem, aplique o calor de forma ampla sobre os metais de base. Se você estiver brasando um pequeno conjunto, você pode aquecer todo o conjunto até o ponto de fluxo do metal de enchimento de brasagem. Se você estiver brasando um conjunto grande, aqueça uma ampla área ao redor da junta. Uma tocha manual é mais comumente usada para a brasagem de um único conjunto. Uma variedade de combustíveis – gás natural, acetileno, propano, propileno – pode ser queimada com oxigênio ou ar. Tenha em mente que ambos os metais no conjunto devem ser aquecidos da forma mais uniforme possível para que atinjam a temperatura de brasagem ao mesmo tempo. Mantenha a tocha sempre em movimento, e não aqueça a área de brasagem diretamente.
Para evitar aquecimento desigual, observe o fluxo. Se a sua aparência mudar uniformemente, as peças estão sendo aquecidas uniformemente.
Após ter aquecido o conjunto à temperatura de brasagem, você está pronto para depositar o metal de enchimento. Na brasagem manual, segure cuidadosamente a haste ou o arame contra a área da junta. O conjunto aquecido derreterá uma porção do metal de enchimento, que será extraído instantaneamente por ação capilar em toda a área da junta. Você pode querer adicionar algum fluxo à extremidade da haste de metal de enchimento cerca de 2 a 3 polegadas para melhorar o fluxo. Você pode adicionar fluxo escovando-o ou mergulhando a haste em fluxo. Em peças maiores que requerem maior tempo de aquecimento, ou se o fluxo ficou saturado com óxido, adicionar fluxo fresco no metal de enchimento ajudará a melhorar o fluxo e a penetração do metal de enchimento na área da junta.
Seja cauteloso: metal de enchimento de brasagem fundido tende a fluir para áreas de maior temperatura. No conjunto aquecido, as superfícies externas do metal de base podem ser ligeiramente mais quentes do que as superfícies internas da junta. Tenha o cuidado de depositar o metal de enchimento imediatamente adjacente à junta. Se você depositá-lo longe da junta, ele tenderá a revestir as superfícies quentes em vez de fluir para dentro da junta. Também é melhor aquecer o lado do conjunto oposto ao ponto em que você está alimentando o metal de enchimento. O metal de enchimento terá uma tendência a seguir onde o calor é mais intenso.
Passo 6: Limpe a junta soldada.
Depois de soldar o conjunto, limpe-o. Como a maioria dos fluxos de brasagem são corrosivos, a limpeza é essencial. A limpeza geralmente é uma operação de dois passos:
- Retirar os resíduos de fluxo.
- Retirar qualquer escala de óxido formada durante o processo de brasagem por decapagem.
P>Porque a maioria dos fluxos de brasagem são solúveis em água, você pode remover os resíduos ao resfriar o conjunto em água quente (120 graus F ou mais quente). Mergulhe o conjunto enquanto ainda está quente, mas certifique-se de que o metal de enchimento solidificou completamente antes de têmpera. Os resíduos de fluxo em forma de vidro costumam rachar e desprender-se. Se eles forem um pouco teimosos, escove-os levemente com uma escova de arame enquanto o conjunto ainda estiver na água quente.
Você pode ter problemas para remover o fluxo se você não tiver usado o suficiente para começar, ou se você superaqueceu as peças durante a brasagem. Então o fluxo fica totalmente saturado com óxidos, geralmente ficando verde ou preto. Neste caso, o fluxo tem que ser removido por uma solução ácida suave.
Após ter se livrado do fluxo, use uma solução decapante para remover quaisquer óxidos que permaneçam em áreas desprotegidas pelo fluxo durante o processo de brasagem. Geralmente, o melhor pickle a ser usado será recomendado pelo fabricante dos materiais de brasagem que você estiver usando.
Gary DeVries é analista de mercado e Creed Darling é engenheiro de aplicações de brasagem da Lucas-Milhaupt Inc., 5656 S. Pennsylvania Ave., Cudahy, WI 53110, 414-769-6000, fax 414-769-1093, www.lucasmilhaupt.com.